 English▼
English▼




- pilota batteria / linea di produzione
- gruppo laboratorio batteria
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- Materiali per batterie agli ioni di litio
- materiali catodici attivi
- materiali anodi attivi
- Customized Battery Electrode
- Materiali della pila delle monete
- chip di litio
- parti di celle cilindriche
- collettori di corrente della batteria
- materiali conduttivi della batteria
- elettrolita e custodia
- Metal Mesh
- legante della batteria
- separatore e nastro
- film laminato di alluminio
- striscia / lamina di nichel
- Battery Tabs
- materiali di grafene
- Nickel Felt
- Titanium Fiber Felt
- Batteria
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- tutte le macchine per l'assemblaggio delle batterie
- tester e analizzatore di batterie
- Battery Safety Tester
- Material Characterization Tester
- macchina rotativa
- saldatrice a punti di metallo
- macchina del miscelatore di vuoto
- aggraffatura / smontaggio macchina
- macchina sottovuoto
- riempimento di elettroliti
- impilatore / avvolgitore
- taglierina / taglierina dell'elettrodo
- macchina formatrice di sacchetti
- NMP Solvent Treatment System
- Lithium Battery Production Plant
- Vuoto scatola per guanti
- forni
- Coaters
- PVD Coater
- pressa idraulica
- Large Press Machine
- miscelatore centrifugo planetario / mulino
- Mulino a sfere
- macchina da laboratorio
- Forni a vuoto
- camera di prova di umidità di temperatura
- Hardness Tester
- Spray Dryer
- Cutting Machine
- incubatrice
- evaporatori rotanti
- Viscometer
- Three Roller Mill
- analizzatore di superficie
- frantoio da laboratorio
- macchina di polimerizzazione UV
- congelatori ultra bassi
- Water Chiller
- Laser Cleaning Machine
- altre apparecchiature di laboratorio
- Cutting Machine
- schiuma di elettrodi metallici
- WhatsApp : +86 18659217588
- Posta elettronica : David@tmaxcn.com
- Posta elettronica : Davidtmaxcn@gmail.com
- : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)
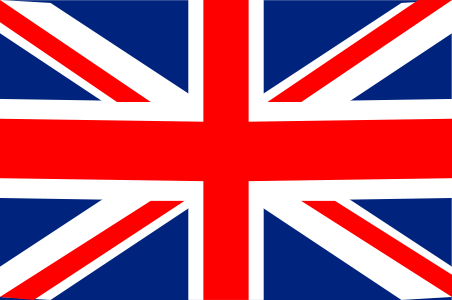
Attrezzatura di produzione automatica di batteria polimerica per linea di produzione di batterie per telefoni cellulari
Model Number:
TMAX-Polymer-PackPlace of Origin:
ChinaUpdate:
Optional:
Xiamen PortPagamento:
L/C D/A D/P T/T Western UnionDelivery Time:
5 days
- WhatsApp : +86 18659217588
- Posta elettronica : David@tmaxcn.com
- Posta elettronica : Davidtmaxcn@gmail.com
- Wechat : 18659217588
Attrezzatura di produzione automatica di batteria polimerica per linea di produzione di batterie per telefoni cellulari


1. Attrezzatura F unzione io ntroduzione
La linea di produzione automatica viene utilizzata principalmente per completare il processo di produzione della batteria del telefono cellulare.
Il flusso di processo comprende:
1)P batteria ai polimeri scheda modellare ,
2) prova dell'OCV,
3) Scheda Batteria taglio,
4)W anziano,
5 D biadesivo incollare ,
6)BM flessione,
7)A adesivo incollare e formando,
8)F batteria finita test;
9) Adesivo spugnoso FPC incollare .
In base al flusso di processo e ai requisiti tecnici, la linea di confezionamento è collegata dalle seguenti 5 apparecchiature:
(1)A alimentazione automatica + multifunzionale m macchina ;
(2) Saldatrice laser automatica ;
(3) Nastro biadesivo + piegatura lamiera nichelata a forma di L + piegatrice lamiera protettiva ;
(4) Macchina adesiva a testa automatica .

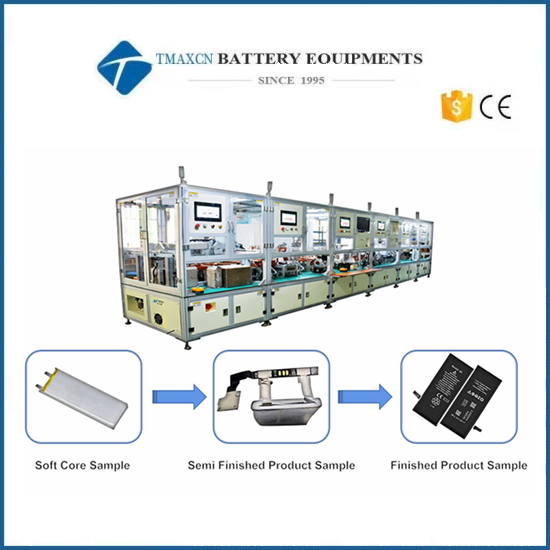
2.Flusso di processo

3.Parametri tecnici
1. Gamma applicabile di dimensioni della batteria (unità: mm):
Lunghezza: 40-130 mm (esclusa la lunghezza del capocorda)
Larghezza: 30-70 mm
Spessore: 3-10 mm
Lunghezza ansa: 4-20 mm
2. Condizioni ambientali:
Pressione dell'aria della fonte d'aria: 0,5 ~ 0,6 MPa
Tensione di alimentazione: 220 V, 50 Hz
Potere totale: ≤ 15kw
Rapporto cuscinetto area: ≤ 500 kg/M ²
Temperatura ambiente: 5 º C-50 º C
Umidità: 50% - 90%
3. Efficienza della linea di produzione: ≥ 900 pz/ora
4. Tasso di utilizzo dell'attrezzatura: > 98%
5. Tasso di qualificazione del prodotto: > 98%
6. Le direzioni di alimentazione e scarico dell'apparecchiatura devono essere coerenti e la coda del nucleo elettrico deve essere rivolta verso la superficie operativa dell'apparecchiatura.
7. Applicabilità del processo: applicabile alle batterie soft pack con lo stesso processo.
8. Soddisfare i requisiti di produzione di sicurezza, inclusa la sicurezza del prodotto e la sicurezza della batteria.
9. Dimensione complessiva (esclusa la catena di montaggio):
Corpo filo: 9200 (lungo)*1200 (larghezza)*1900 (altezza) mm
Altezza catena di montaggio: 900 mm ± 50 mm
4. Disposizione generale dell'attrezzatura e descrizione del flusso di lavoro dell'attrezzatura
Layout generale del corpo della linea:

Nota: la linea comprende 4 persone di cui una responsabile del quadro di protezione della macchina laser;
2 persone sono responsabili dell'installazione del guscio di gomma;
Una persona è responsabile dell'alimentazione, dell'ispezione dell'intera linea e della sostituzione di materiali come il nastro.
Requisiti di funzione e azione della singola apparecchiatura:
(1) Alimentazione automatica + macchina multifunzione:
1) Azione funzionale
① La batteria viene caricata automaticamente dal vassoio di alimentazione alla linea di assemblaggio della macchina di alimentazione attraverso la macchina di alimentazione e il il cilindro di posizionamento è posizionato;
② Il manipolatore del cambio afferra la batteria dalla linea di assemblaggio della macchina di carico alla linea di assemblaggio di alimentazione della macchina multifunzione. La batteria può essere ruotata di 90 ° o girato a volontà;
③ Il nucleo elettrico entra attraverso la linea di assemblaggio di alimentazione della macchina multifunzione. Dopo l'elettrico l'anima viene posizionata, viene afferrata alla stazione di alimentazione della tavola rotante dal manipolatore di alimentazione;
④ La tavola rotante ruota in senso orario per entrare nella stazione primaria di sagomatura dell'orecchio del palo per la sagomatura dell'orecchio del palo;
⑤ Ruota la tavola rotante in senso orario per entrare nella stazione di test, testare la resistenza interna della tensione, scansionare il codice e caricare i dati;
⑥ La tavola rotante ruota in senso orario per entrare nella stazione di taglio della linguetta sinistra per tagliare la linguetta sinistra;
⑦ La tavola rotante ruota in senso orario ed entra nella stazione di taglio della linguetta destra per tagliare la linguetta destra;
⑧ La tavola rotante marcisce mangiò s in senso orario; Inserisci scheda chirurgia plastica secondaria, chirurgia plastica dell'orecchio polare;
⑨ La tavola rotante ruota in senso orario per entrare nella stazione di scarica della batteria, scaricare la batteria e afferrarla alla linea di alimentazione dell'apparecchiatura; La cella ruota di 90 ° e poi compie 180 anni ° .
2) Requisiti tecnici
① Capacità (UPH): ≥1200 pezzi / h
② Tasso di utilizzo dell'attrezzatura: > 98%
③ Tariffa qualificata: > 99,5%
④ Intervallo di deviazione della lunghezza di taglio dell'aletta del palo: ± 0,2 mm
⑤ Vita della taglierina ≥400000 volte
⑥ Precisione del test di tensione: ± 0,01% lett. ±3cifre ( Secondo la precisione del tester);
⑦ Precisione del test di resistenza interna: ±0,5% rdg.±5dgt ( Secondo la precisione del tester);
⑧ Tasso di valutazione errata: deve essere del 100% nei prodotti di canale OK e≤0,3% nei prodotti di canale ng;
⑨ Scansiona il codice della cella, collega e carica i dati del test;
⑩ Il materiale può essere prelevato dal vassoio di aspirazione in plastica impilato. Il vassoio non può essere collegato al vassoio. La batteria non può essere danneggiata durante il processo di recupero. Il vassoio vuoto dopo aver prelevato il materiale verrà rimosso automaticamente e smistato in pila;
⑪ Dimensione complessiva (esclusa la catena di montaggio):
2200 (Lunghezza)*1200 (Larghezza)*1900 (Altezza) mm.
⑫ Dimensione materiale:
Nota: T Il carico del tavolo di sollevamento per il caricamento del nucleo elettrico è inferiore o uguale a 40 kg.
N io |
Lunghezza (mm) |
Larghezza (mm) |
Spessore (mm) |
R marchi |
Aspirazione P lastico T raggio |
270-420 mm |
215-350 mm |
Altezza di impilamento di più strati ≤ 250 mm |
Il numero di celle elettriche in ogni pannello è 2 - 8 |
Batteria |
40 - 140 mm |
35 - 80 mm |
3 - 8 mm |
3) Configurazione chiave
① Tester: Lanqi BK600A, 1 set
② Pistola di scansione: Honeywell, 1 set
(2) saldatrice laser:
1) Azione funzionale
① La batteria entra nella macchina laser attraverso la linea di assemblaggio di alimentazione, viene afferrata dal manipolatore di alimentazione al posizionamento secondario e la batteria ruota di 90 ° ;
② Il manipolatore di caricamento afferra la batteria dal posizionamento secondario alla stazione di caricamento della piattaforma girevole e la batteria ruota di 45 ° ;
③ La tavola rotante ruota in senso antiorario per entrare nella stazione di sagomatura dell'orecchio del palo per la sagomatura dell'orecchio del palo;
④ La tavola rotante ruota in senso antiorario ed entra nella stazione di alimentazione della lamiera di protezione per caricare la lamiera di protezione;
⑤ La tavola rotante ruota in senso antiorario ed entra nella stazione di posizionamento della lamiera di protezione per posizionare la lamiera di protezione;
⑥ La tavola rotante ruota in senso antiorario per entrare nella stazione di saldatura laser per la saldatura laser;
⑦ La tavola rotante ruota in senso antiorario per entrare nella batteria
stazione di scarica, scaricare la batteria e afferrarla alla linea di alimentazione dell'apparecchiatura.
2) Requisiti tecnici
① Capacità (UPH): ≥ 1200 pezzi/ora;
② Tasso di utilizzo dell'attrezzatura: > 98%;
③ Tariffa qualificata: > 99,5%;
④ Precisione della posizione della saldatura laser: ± 0,02 mm;
⑤ Controllare la posizione di saldatura della piastra protettiva e del capocorda dell'elettrodo del nucleo elettrico e la precisione della posizione: ± 0,1 mm;
⑥ Giudizio preliminare della saldatura a punti (saldare quando la piastra protettiva e il capocorda dell'elettrodo del nucleo elettrico sono posizionati correttamente e prelevarli senza saldare quando NG);
⑦ Standard di fermezza di saldatura: forza di trazione del nichel e dei materiali in nichel ≥ 2kgf, forza di trazione dei materiali in alluminio e nichel ≥ 0,6 kgf;
⑧ L'energia dell'orecchio positiva e negativa della saldatura laser può essere impostata separatamente e commutata liberamente (Nota: il produttore della macchina laser è responsabile di questo articolo e il produttore del corpo del filo è responsabile dell'attivazione della connessione, ecc.);
⑨ Dimensione complessiva (esclusa la catena di montaggio):
1200 (Lunghezza)*1200 (Larghezza)*1900 (Altezza) mm.
⑩ Dimensione materiale:
Nome |
Lunghezza (mm) |
Larghezza (mm) |
Spessore (mm) |
Osservazioni |
Piastra protettiva |
25-80 mm |
FPC cedimento 5-30 mm |
0,6-1,2 mm |
(3) Nastro biadesivo + Piegatura di fogli di nichel a forma di L + Piegatrice per piastre protettive:
1) Azione funzionale
① La batteria entra nel nastro biadesivo + piegatura del foglio di nichel a forma di L + piegatrice della piastra protettiva attraverso la linea di assemblaggio di alimentazione. Dopo che la cella elettrica è stata posizionata, viene afferrata alla stazione di carico della tavola rotante dal manipolatore di alimentazione;
② Ruotare la tavola rotante in senso antiorario per entrare nella stazione di incollaggio per completare l'incollaggio del biadesivo alla bocca della tazza;
③ La tavola rotante ruota in senso antiorario ed entra nella stazione di piegatura del foglio di nichel a forma di L per piegare il foglio di nichel a forma di L;
④ La tavola rotante ruota in senso antiorario ed entra nella stazione di sagomatura per sagomare il foglio di nichel a forma di L per garantire l'adattamento;
⑤ La tavola rotante ruota in senso antiorario per entrare nella stazione di sagomatura FPC per modellare l'FPC;
⑥ La tavola rotante ruota in senso antiorario per entrare nella stazione di piegatura della piastra protettiva e piegare la piastra protettiva 90 °
⑦ La tavola rotante ruota in senso antiorario ed entra nella stazione di scarica batterie. La scarica della batteria viene afferrata direttamente dal manipolatore alla linea di assemblaggio di alimentazione dell'attrezzatura;
⑧ Dopo aver completato manualmente i processi di installazione manuale del guscio di gomma, piegatura manuale della piastra protettiva e piegatura manuale della piastra combinata morbida e dura sulla catena di montaggio, la batteria scorre nell'apparecchiatura.
2) Requisiti tecnici
① Capacità (UPH): ≥ 1000 pezzi/ora;
② Tasso di utilizzo dell'attrezzatura: > 98%;
③ Tariffa qualificata: > 99,5%;
④ Diametro interno del cilindro biadesivo (mm): ∅ 76;
⑤ Precisione di incollaggio: ± 0,25 mm;
⑥ Angolo di piegatura: minore o uguale a 90;
⑦ Il nucleo elettrico, la piastra protettiva ei suoi componenti devono essere protetti per evitare danni;
⑧ Dimensione complessiva (esclusa la catena di montaggio):
1200 (Lunghezza)*1200 (Larghezza)*1900 (Altezza) mm.
(4) Incollatrice a testa completamente automatica:
1) Funzione azione
① La batteria entra nella testa incollatrice attraverso la linea di alimentazione. Dopo che la cella elettrica è stata posizionata, viene afferrata alla stazione di carico della tavola rotante dal manipolatore di alimentazione;
② Ruotare la tavola rotante in senso antiorario per entrare nella stazione di incollaggio della testa e incollare la colla formatrice sulla superficie superiore della batteria;
③ Ruotare la tavola rotante in senso antiorario per entrare nella stazione di avvolgimento della colla e avvolgere le orecchie su entrambi i lati della colla per stampaggio sul retro della batteria;
④ La tavola rotante ruota in senso antiorario per entrare nella stazione di avvolgimento della colla e avvolgere la parte superiore della testa formando la colla sul retro della batteria;
⑤ La tavola rotante ruota in senso antiorario per entrare nella stazione di scarica della batteria, scaricare la batteria e afferrarla alla linea di alimentazione dell'apparecchiatura.
2) Parametri tecnici
① Capacità (UPH): ≥ 1100 pezzi/ora;
② Tasso di utilizzo dell'attrezzatura: > 98%;
③ Tariffa qualificata: > 99,5%;
④ Diametro interno del cilindro biadesivo (mm): ∅ 76;
⑤ Precisione di incollaggio: ± 0,25 mm;
⑥ Dimensione complessiva (esclusa la catena di montaggio):
1400 (Lunghezza)*1200 (Larghezza)*1900 (Altezza) mm.
5. Requisiti generali per le apparecchiature
(1) Requisiti generali per l'uso
1) Ogni apparecchiatura della stazione può selezionare un'operazione indipendente o un'operazione vincolante e salvare i dati in base ai requisiti di ciascun modulo.
2) Il dispositivo di lavorazione con utensili può essere sostituito ed è applicabile ad altri modelli di prodotti.
3) Le parti facilmente usurabili devono essere sostituibili separatamente.
4) Il trattamento antislittamento deve essere effettuato per le viti nelle stazioni con elevata attività e resistenza dell'attrezzatura e gli apparecchi ortodontici devono essere installati sui fori delle viti su bachelite e altre parti.
5) Evitare o proteggere le parti che possono danneggiare il nucleo elettrico, come cadute, schiacciamenti, graffi, saldature, ecc.
6) Il trattamento elettrostatico dell'intera apparecchiatura deve soddisfare i
requisiti dell'azienda e le parti di contatto della piastra protettiva devono essere realizzate con materiali antistatici.
7) Ogni apparecchiatura deve essere dotata di dispositivi di illuminazione separati e sono necessarie lampade a risparmio energetico.
8) Protezione del prodotto e controllo qualità:
① Non inferiore ai requisiti del funzionamento della linea manuale esistente (vedere il diagramma di flusso del processo del prodotto per i dettagli).
② Il processo operativo richiede che il codice a barre della batteria sia vincolato per realizzare la chiusura della scheda per evitare la mancata elaborazione e il deflusso di prodotti difettosi.
(2) Requisiti di sicurezza meccanica
1) Rispettare gli standard di sicurezza nazionali e le normative nazionali in materia di sicurezza e salute.
2) L'apparecchiatura deve essere dotata di buone e complete misure di protezione di sicurezza, come rete protettiva, protezione fotoelettrica, grata protettiva e altri dispositivi di protezione. Le parti rotanti, le parti pericolose e le parti pericolose dell'apparecchiatura devono essere dotate di dispositivi di protezione.
3) I dispositivi di protezione e altre strutture devono impedire agli operatori di entrare nell'area pericolosa dell'operazione, o quando il personale entra nell'area pericolosa per errore, l'apparecchiatura può percepire l'azione protettiva corrispondente, che è improbabile che causi lesioni al personale, ovvero la protezione i dispositivi devono realizzare il collegamento e l'interblocco con il sistema di controllo dell'apparecchiatura.
4) Le parti mobili e i componenti che vengono regolati e mantenuti frequentemente devono essere dotati di coperture protettive mobili. Se necessario, deve essere installato un dispositivo di interblocco per garantire che le parti mobili non possano essere avviate senza chiudere il dispositivo di protezione (incluso coperchio protettivo, porta protettiva, ecc.); Una volta aperto il dispositivo di protezione (compreso il coperchio di protezione, la porta di protezione, ecc.), l'apparecchiatura si arresterà immediatamente automaticamente.
5) La trasmissione, l'azione, la radiazione e altre parti dell'apparecchiatura devono disporre di buoni dispositivi di protezione dello schermo.
6) Il meccanismo di funzionamento dell'attrezzatura, come la maniglia, il volantino e l'asta di trazione, deve essere impostato con segni di funzionamento, sicurezza e risparmio di manodopera convenienti, chiari, completi, fermi e affidabili.
(3) Requisiti di sicurezza elettrica
1) Il sistema di controllo può garantire che l'alimentazione elettrica dell'apparecchiatura non causi pericolo in caso di anomalia e che l'apparecchiatura stessa non venga danneggiata o ferisca il personale.
2) Il sistema di controllo deve essere lontano da aree infiammabili, esplosive, ad alta temperatura, ad alta umidità e ad alta corrosione. Se è inevitabile, devono essere impostate le necessarie misure di schermatura e l'armadio di controllo deve avere buone condizioni di dissipazione del calore. La linea di controllo deve garantire che non causi danni anche se la linea fallisce o è danneggiata.
3) Il sistema di controllo deve essere collocato nella posizione comoda per il funzionamento e l'osservazione da parte dell'operatore. L'apparecchiatura è dotata dei pulsanti di arresto di emergenza necessari in base alle condizioni specifiche. Il meccanismo di arresto di emergenza deve essere autobloccante e il suo colore di funzionamento è rosso. Se è presente un colore di sfondo, il colore di sfondo deve essere nero. Le parti operative dell'interruttore a pulsante devono essere del tipo a pressione del palmo o del tipo a fungo.
4) Sistema di controllo elettrico delle apparecchiature: con protezione da sovraccarico e funzioni di protezione da cortocircuito.
5) Durante l'ispezione, la regolazione e la manutenzione, l'attrezzatura di produzione che deve osservare l'area pericolosa o parti del corpo umano devono estendersi all'interno dell'area pericolosa deve essere impedita dall'avvio errato. Quando l'apparecchiatura può mettere in pericolo l'incolumità delle persone a causa di un avviamento accidentale, è necessario configurare dispositivi di protezione di sicurezza obbligatori per impedire l'avvio accidentale.
6) Quando l'energia viene interrotta accidentalmente e poi riaccesa, l'apparecchiatura deve essere in grado di evitare un funzionamento pericoloso.
7) Viene adottato il sistema di alimentazione a cinque fili trifase e vengono adottate le misure di connessione del neutro di protezione per l'involucro dell'apparecchiatura.
8) Durante il funzionamento dell'apparecchiatura, quando un componente si guasta o è
danneggiato, l'apparecchiatura stessa dispone di misure protettive corrispondenti, che non possono causare danni maggiori all'apparecchiatura stessa o danneggiare l'operatore. Le misure di protezione includono principalmente: protezione del tempo di esecuzione dell'azione: quando il tempo di esecuzione effettivo di un'azione supera il valore normale, emetterà un allarme; Protezione da malfunzionamento: a causa della tenuta lassista e dello scarico della pressione della tubazione, ci sarà un allarme quando le parti che non dovrebbero agire agiscono.
9) Esistono misure per prevenire l'usura dei cavi attorno all'uscita dell'armadio di distribuzione e non vi è alcun connettore al centro della linea elettrica.
6. Marca e lista di imballaggio delle parti importanti
(1) Marchi di parti importanti:
NO. |
Categoria parte standard |
Descrizione delle limitazioni di funzione e marchio |
1 |
Telaio |
Trattamento di cottura della vernice superficiale |
2 |
Tavola Grande |
La superficie deve essere galvanizzata con uno spessore di 20 mm |
3 |
Parti lavorate |
Trattamento di sabbiatura e ossidazione per le parti in alluminio e trattamento galvanico per le parti in ferro |
4 |
Uomo-Macchina |
Marchio limitato al vialon |
5 |
PLC |
Omron ha una garanzia di tre anni e si riserva il 10% di porte |
6 |
Alimentazione elettrica |
Omron, Delta, Mingwei e altri alimentatori switching |
7 |
Sensore |
Panasonic, Kearns, Omron |
8 |
Accessori di controllo elettrico |
La barra di cablaggio e le altre parti elettriche devono essere almeno di marchi nazionali di alta qualità |
9 |
Contattore |
Schneider, Omron |
10 |
Pulsante |
Schneider, Omron |
11 |
Motore ordinario |
Xintaichuang |
12 |
Motore passo-passo |
Reyes |
13 |
Servomotore |
Panasonic, Fuji |
14 |
Scheda I/O |
Lesai, Ni, Gugao |
15 |
Cilindro ordinario |
Yadeke, SMC |
16 |
Cilindro senza stelo |
Yadeke, SMC |
17 |
Valvola solenoide |
Yadeke |
18 |
Combinazione di trattamento della sorgente di gas |
Yadeke |
19 |
Cuscinetto o cuscinetto lineare |
Mismi, NSK, THK e altri marchi |
20 |
Guida |
Shanghai Bank, THK e altri marchi |
21 |
Modulo lineare |
Shanghai argento, Mismi e altri marchi |
22 |
Parti standard strutturali |
Shanghai argento, Mismi e altri marchi |
23 |
IPC |
Yanxiang |
24 |
Tenere sotto controllo |
Philips |
(2) Lista di imballaggio
NO. |
Nome |
Quantità |
Osservazioni |
1 |
Lista imballaggio |
1 copia |
|
2 |
Certificato di conformità |
1 copia |
|
3 |
Manuale operativo |
2 copie |
|
4 |
Disegno a macchina di parti vulnerabili |
1 copia |
|
5 |
Schema elettrico |
2 copie |
Fascicolo elettronico |
6 |
Diagramma schematico della connessione IO |
2 copie |
|
7 |
Manuale di manutenzione dell'attrezzatura |
1 copia |
|
8 |
Elenco delle parti vulnerabili |
1 copia |
Fascicolo elettronico |


![]()



![]()
1. Forniamo macchine con il supporto della tecnologia della batteria.
2. Forniamo set completo di attrezzature per batterie al litio per la ricerca di laboratorio, la ricerca su scala pilota e la linea di produzione e.


1 pacchetto esportato standard: protezione anticollisione interna, imballaggio esterno in scatola di legno per esportazione.
2 Spedizione espressa, aerea, marittima in base alle esigenze dei clienti per trovare il modo più adatto.
3 Responsabile del danno durante il processo di spedizione, cambierà gratuitamente la parte danneggiata.

 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

