 English▼
English▼




- pilota batteria / linea di produzione
- gruppo laboratorio batteria
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- Materiali per batterie agli ioni di litio
- materiali catodici attivi
- materiali anodi attivi
- Customized Battery Electrode
- Materiali della pila delle monete
- chip di litio
- parti di celle cilindriche
- collettori di corrente della batteria
- materiali conduttivi della batteria
- elettrolita e custodia
- Metal Mesh
- legante della batteria
- separatore e nastro
- film laminato di alluminio
- striscia / lamina di nichel
- Battery Tabs
- materiali di grafene
- Nickel Felt
- Titanium Fiber Felt
- Batteria
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- tutte le macchine per l'assemblaggio delle batterie
- tester e analizzatore di batterie
- Battery Safety Tester
- Material Characterization Tester
- macchina rotativa
- saldatrice a punti di metallo
- macchina del miscelatore di vuoto
- aggraffatura / smontaggio macchina
- macchina sottovuoto
- riempimento di elettroliti
- impilatore / avvolgitore
- taglierina / taglierina dell'elettrodo
- macchina formatrice di sacchetti
- NMP Solvent Treatment System
- Lithium Battery Production Plant
- Vuoto scatola per guanti
- forni
- Coaters
- PVD Coater
- pressa idraulica
- Large Press Machine
- miscelatore centrifugo planetario / mulino
- Mulino a sfere
- macchina da laboratorio
- Forni a vuoto
- camera di prova di umidità di temperatura
- Hardness Tester
- Spray Dryer
- Cutting Machine
- incubatrice
- evaporatori rotanti
- Viscometer
- Three Roller Mill
- analizzatore di superficie
- frantoio da laboratorio
- macchina di polimerizzazione UV
- congelatori ultra bassi
- Water Chiller
- Laser Cleaning Machine
- altre apparecchiature di laboratorio
- Cutting Machine
- schiuma di elettrodi metallici
- WhatsApp : +86 18659217588
- Posta elettronica : David@tmaxcn.com
- Posta elettronica : Davidtmaxcn@gmail.com
- : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)



batteria per auto 1GWh EV LFP 30Ah 50Ah 100Ah Linea di produzione di alluminio per celle a celle prismatiche
Model Number:
TMAX-EV30Place of Origin:
China:
Xiamen
- WhatsApp : +86 18659217588
- Posta elettronica : David@tmaxcn.com
- Posta elettronica : Davidtmaxcn@gmail.com
- Wechat : 18659217588
Batteria per auto elettrica da 1 GWh LFP 30Ah 50Ah 100Ah Linea di produzione di celle in alluminio a celle prismatiche
1. Cella prismatica:
La cella prismatica viene spesso utilizzata per applicazioni con batterie ad alta capacità per ottimizzare l'uso dello spazio. Questi progetti utilizzano una struttura di elettrodi impilati in cui le lamine di anodo e catodo vengono tagliate in singole piastre di elettrodi che vengono impilate alternativamente e tenute separate dal separatore. Il separatore può essere tagliato alla stessa dimensione degli elettrodi ma più probabilmente viene applicato in una lunga striscia avvolta a zig zag tra elettrodi alternati nella pila.
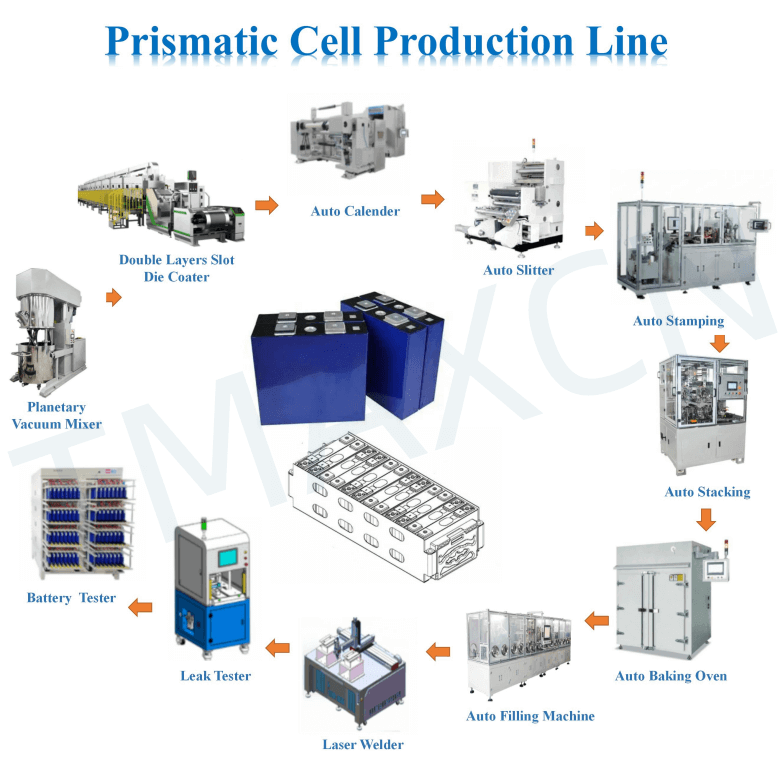
2. Processo di attuazione del progetto:
3. Elenco delle attrezzature:
SN. |
nome dell'equipaggiamento |
1 |
Attrezzature per la miscelazione |
2 |
Sistema di alimentazione |
3 |
Serbatoio tampone per liquami |
4 |
Fustella automatica a doppio lato Macchina per rivestimento |
5 |
Sistema di recupero NMP |
6 |
Cal e nde r Macchina |
7 |
Auto Macchina da taglio |
8 |
Timbratrice |
9 |
Impilatore automatico |
10 |
Saldatrice a punti ad ultrasuoni (Saldatura da linguetta a coperchio) |
11 |
Saldatrice per piastre di copertura |
12 |
Macchina avvolgitrice isolante |
13 |
Sgranatrice e saldatrice |
14 |
Macchina per il test dell'elio |
15 |
Lavatrice |
16 |
Tester a raggi X |
17 |
Forno ad alto vuoto |
18 |
Riempitrice automatica di elettroliti |
19 |
Bagnatura ad alta temperatura |
20 |
Macchina per la formazione di pressione negativa |
21 |
Macchina per saldatura e sigillatura laser |
22 |
Tester OCV |
23 |
Macchina di ricarica |
24 |
Macchina per incollare film in PVC |
25 |
Unità di asciugatura |
26 |
Unità del compressore d'aria |
27 |
Unità del vuoto |
28 |
Unità di produzione di azoto |
29 |
De io Macchina dell'acqua onizzata |
30 |
Più fresco |
31 |
Tester dell'ACIR |
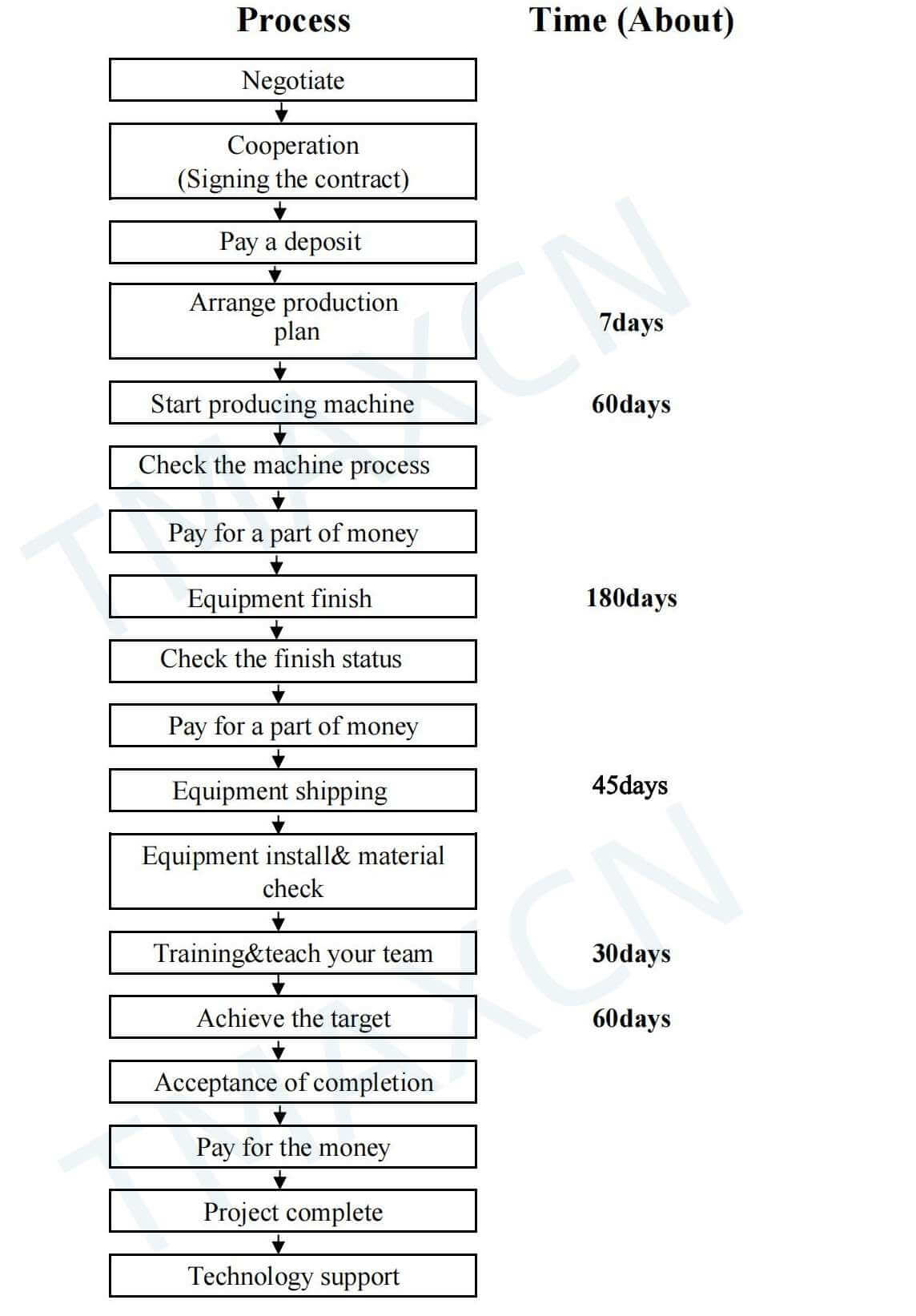
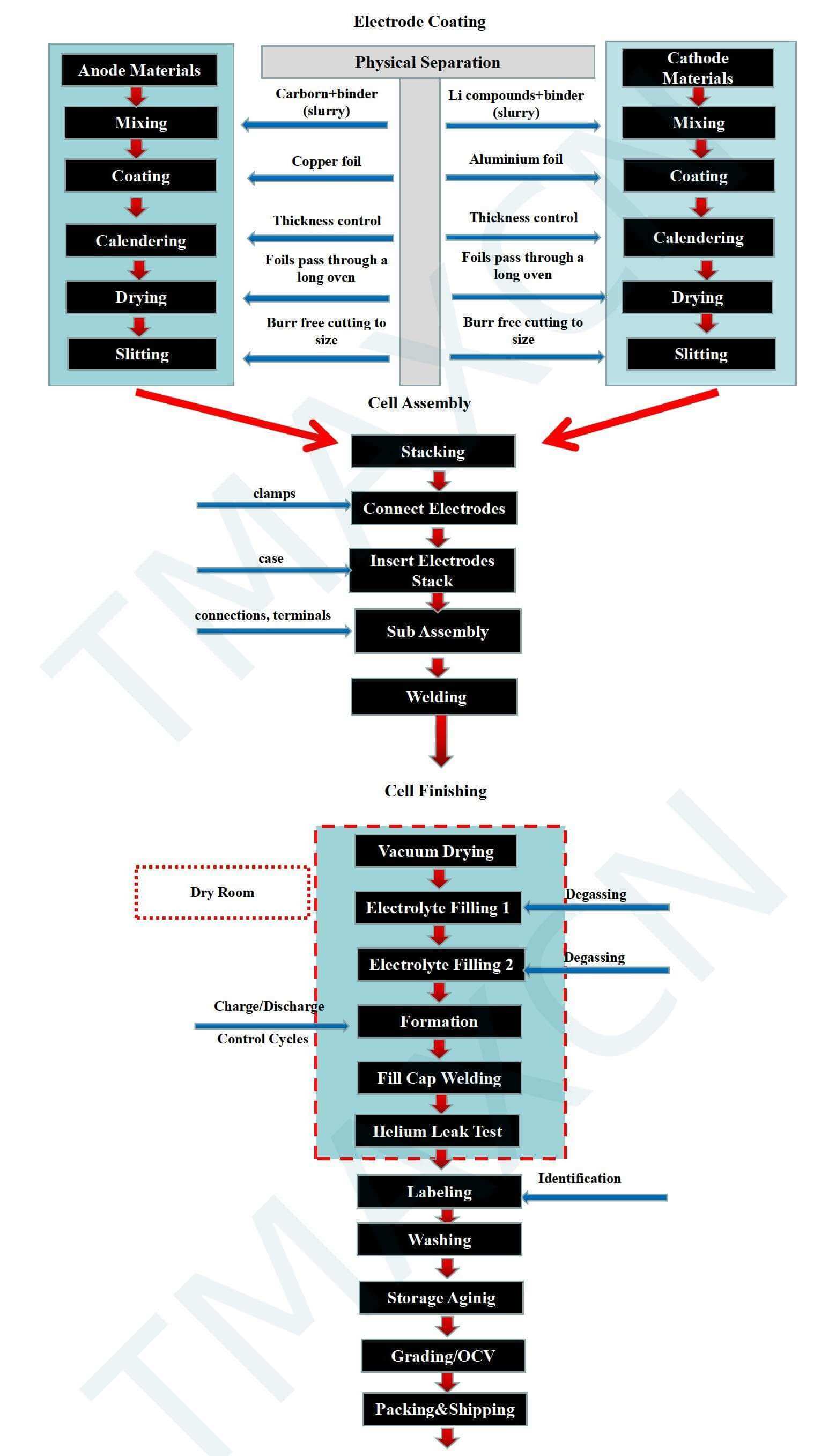
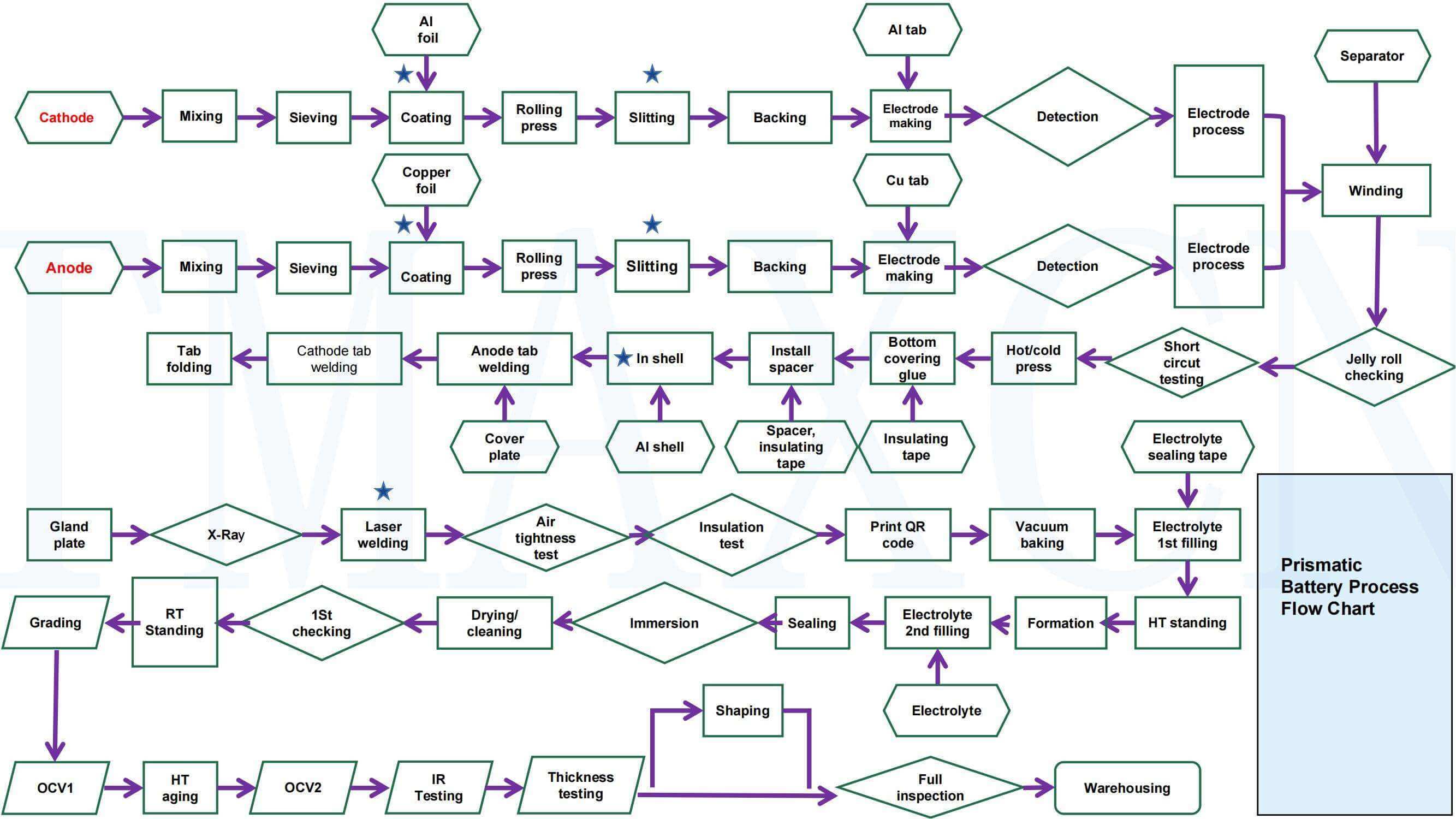
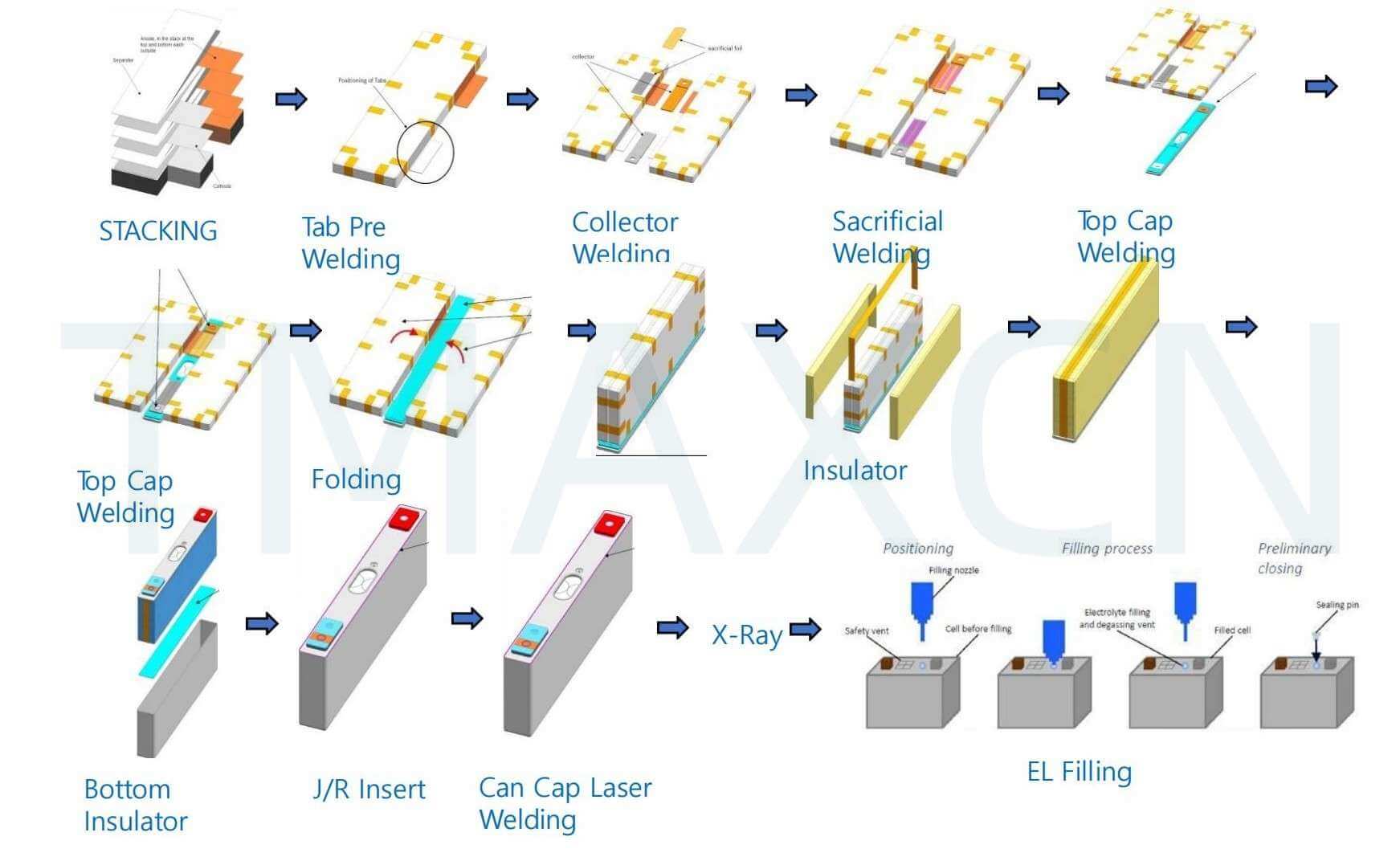
4. Il processo per la cella prismatica è illustrato nel diagramma seguente:
(a.Processo di impilamento)
(b. Processo di avvolgimento)
5. Nozioni di base sulla produzione di batterie dalla linea di produzione di celle prismatiche:
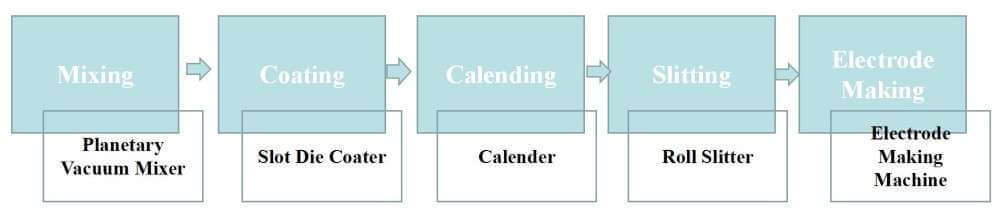
La prima fase: produzione di elettrodi:
La prima fase nella produzione di batterie è la fabbricazione di elettrodi positivi e negativi. I principali processi coinvolti sono: miscelazione, rivestimento, calandratura, taglio, produzione di elettrodi (tra cui fustellatura e saldatura a linguetta). Le attrezzature utilizzate in questa fase sono: impastatrice, spalmatrice, pressa a rulli, taglierina, macchina per la produzione di elettrodi.
Miscelazione — Processo di preparazione della sospensione dell'elettrodo:
Per produrre un impasto liquido per elettrodi, le materie prime attive vengono combinate con solvente, legante e additivi. La miscelazione dell'impasto liquido è la prima fase del processo di produzione dell'elettrodo e il processo viene eseguito separatamente per i materiali del catodo e dell'anodo. Le principali caratteristiche misurabili di questo processo (viscosità, densità, contenuto solido) influenzeranno direttamente la qualità della batteria e l'uniformità dell'elettrodo. Nel processo di miscelazione, la formulazione delle materie prime, le fasi di miscelazione, il tempo di miscelazione sono tutti parametri importanti.

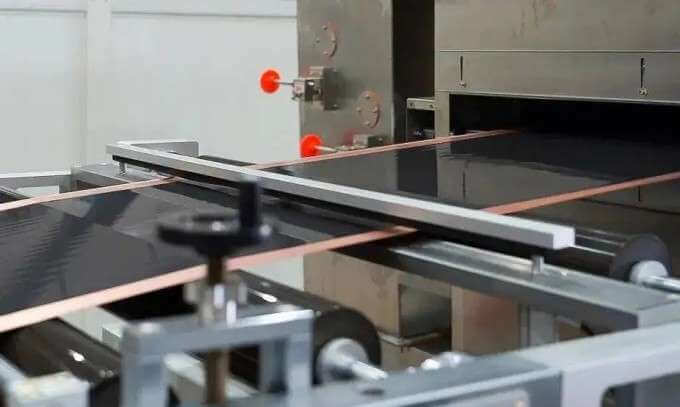
Rivestimento: rivestire e asciugare la sospensione dell'elettrodo sulla lamina del collettore di corrente:
La qualità dei processi di rivestimento e asciugatura influisce profondamente sull'uniformità, la consistenza, la sicurezza e il ciclo di vita della batteria prodotta. La non uniformità o i difetti introdotti in questa fase su entrambi i lati degli elettrodi provocheranno scarse prestazioni elettrochimiche della batteria e possono causare seri problemi di sicurezza.

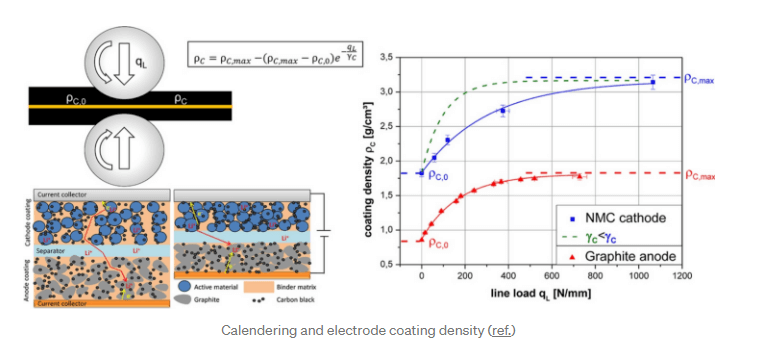
Calandratura — Rullatura degli elettrodi rivestiti:
La calandratura è un processo importante per influenzare le prestazioni della cella controllando la porosità e la tortuosità dell'elettrodo. Una maggiore pressione di calandratura applicata all'elettrodo riduce lo spessore dello strato attivo e quindi aumenta la densità volumetrica di energia. Mentre una forte calandratura aumenterà anche la tortuosità dell'elettrodo, influenzando l'impedenza elettrochimica dell'elettrodo.
La figura seguente illustra come cambia la densità della pressa dell'elettrodo con il carico della linea di calandratura.

Taglio e realizzazione dell'elettrodo — Tagliare l'elettrodo alla dimensione richiesta e preparare la linguetta:
Il taglio (attrezzatura: macchina da taglio) consiste nel tagliare longitudinalmente l'elettrodo rivestito in fette strette della larghezza richiesta. Eventuali sbavature o deformazioni introdotte in questa fase aumenteranno i rischi di cortocircuiti interni che possono causare seri problemi di sicurezza. Dopo il taglio, i parametri chiave del processo da misurare sono la larghezza dell'elettrodo, la planarità del bordo dell'elettrodo e la presenza e la caratteristica delle bave.
6. La seconda fase: processo di assemblaggio delle celle prismatiche:
Riferimento officina: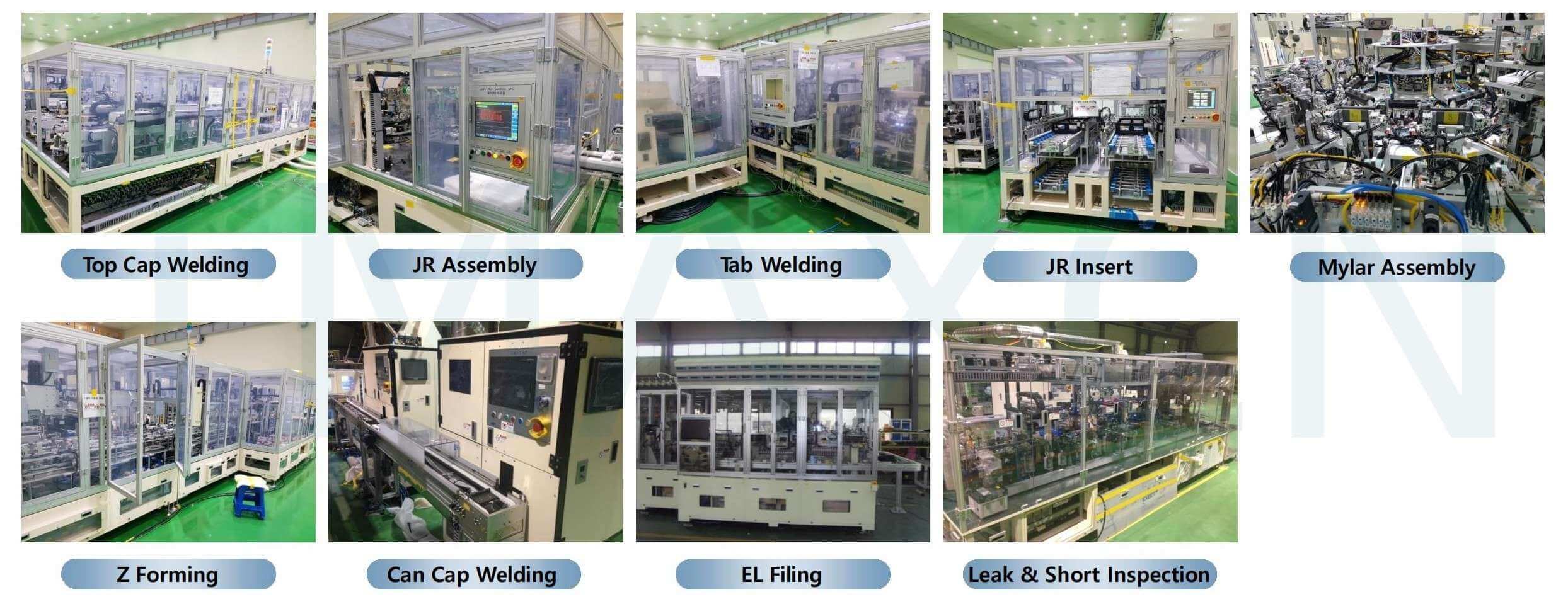





 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

