 English▼
English▼




- pilota batteria / linea di produzione
- gruppo laboratorio batteria
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- Materiali per batterie agli ioni di litio
- materiali catodici attivi
- materiali anodi attivi
- Customized Battery Electrode
- Materiali della pila delle monete
- chip di litio
- parti di celle cilindriche
- collettori di corrente della batteria
- materiali conduttivi della batteria
- elettrolita e custodia
- Metal Mesh
- legante della batteria
- separatore e nastro
- film laminato di alluminio
- striscia / lamina di nichel
- Battery Tabs
- materiali di grafene
- Nickel Felt
- Titanium Fiber Felt
- Batteria
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- tutte le macchine per l'assemblaggio delle batterie
- tester e analizzatore di batterie
- Battery Safety Tester
- Material Characterization Tester
- macchina rotativa
- saldatrice a punti di metallo
- macchina del miscelatore di vuoto
- aggraffatura / smontaggio macchina
- macchina sottovuoto
- riempimento di elettroliti
- impilatore / avvolgitore
- taglierina / taglierina dell'elettrodo
- macchina formatrice di sacchetti
- NMP Solvent Treatment System
- Lithium Battery Production Plant
- Vuoto scatola per guanti
- forni
- Coaters
- PVD Coater
- pressa idraulica
- Large Press Machine
- miscelatore centrifugo planetario / mulino
- Mulino a sfere
- macchina da laboratorio
- Forni a vuoto
- camera di prova di umidità di temperatura
- Hardness Tester
- Spray Dryer
- Cutting Machine
- incubatrice
- evaporatori rotanti
- Viscometer
- Three Roller Mill
- analizzatore di superficie
- frantoio da laboratorio
- macchina di polimerizzazione UV
- congelatori ultra bassi
- Water Chiller
- Laser Cleaning Machine
- altre apparecchiature di laboratorio
- Cutting Machine
- schiuma di elettrodi metallici
- WhatsApp : +86 18659217588
- Posta elettronica : David@tmaxcn.com
- Posta elettronica : Davidtmaxcn@gmail.com
- : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)

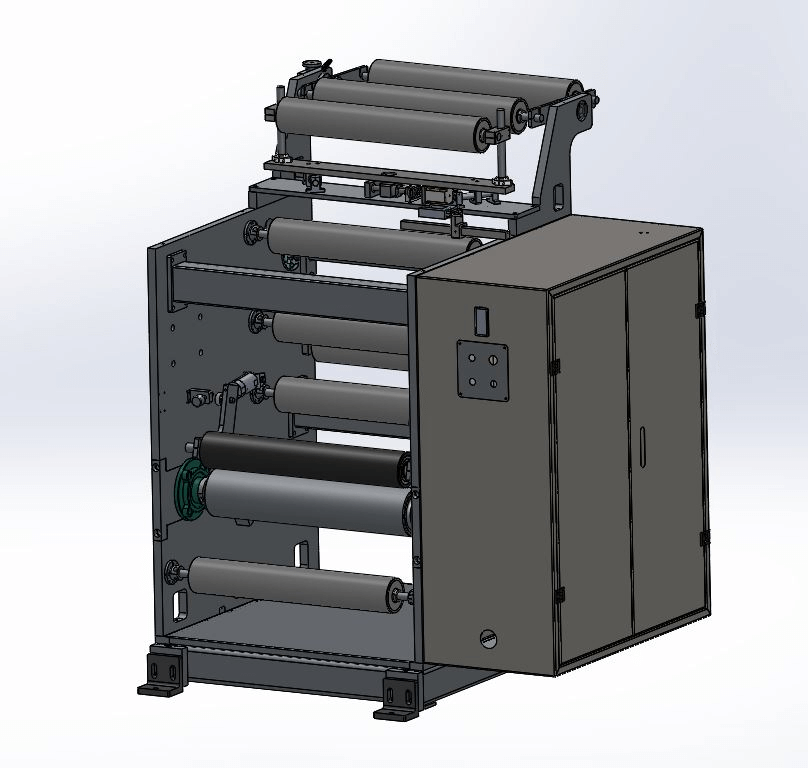
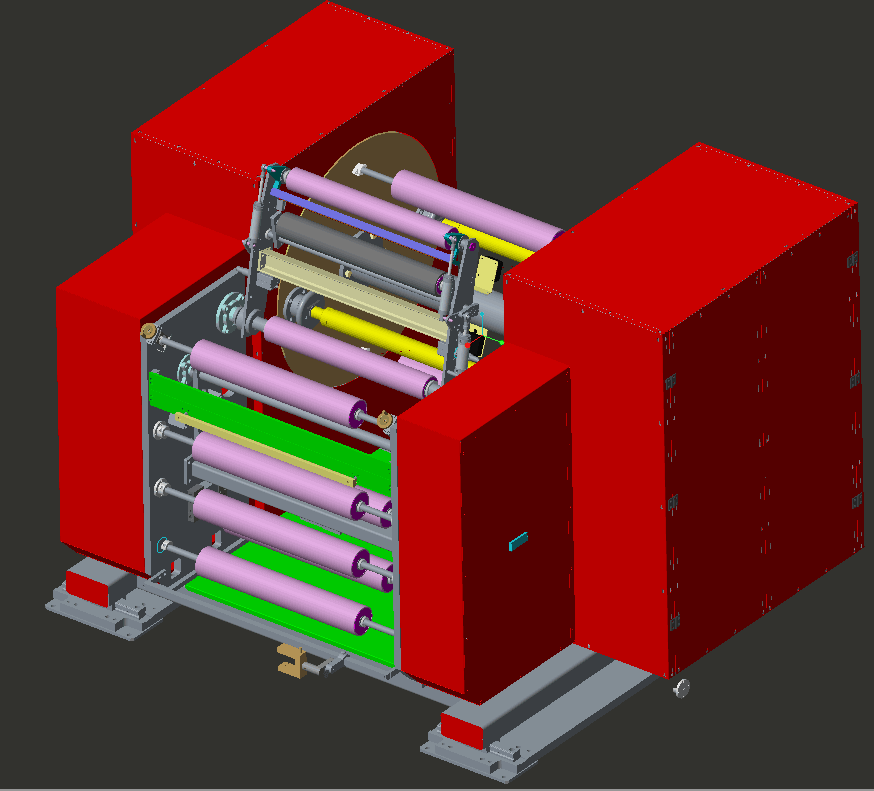
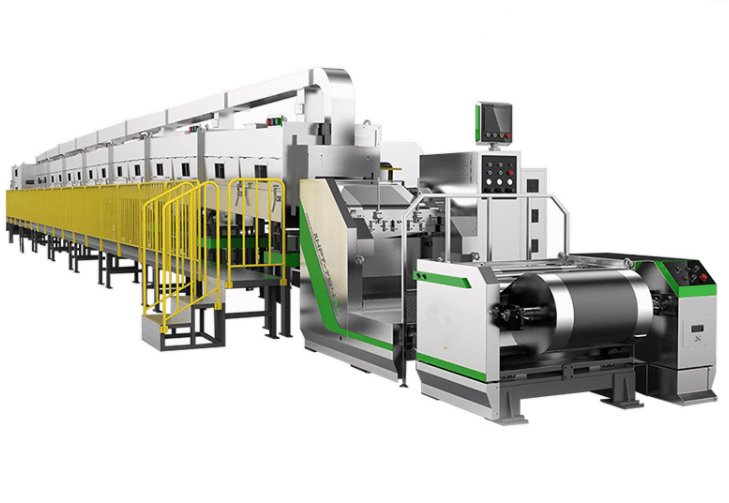
Macchina di rivestimento per stampi a doppio lato
Model Number:
TMAX-ZL-J750-40Pagamento:
L/C D/A D/P T/T Western UnionDelivery Time:
5 days
- WhatsApp : +86 18659217588
- Posta elettronica : David@tmaxcn.com
- Posta elettronica : Davidtmaxcn@gmail.com
- Wechat : 18659217588
Precedente:
batteria per auto 1GWh EV LFP 30Ah 50Ah 100Ah Linea di produzione di alluminio per celle a celle prismaticheProssimo:
Tester di tenuta all'aria (rilevamento dell'elio)
IO. Breve introduzione della struttura del rivestimento
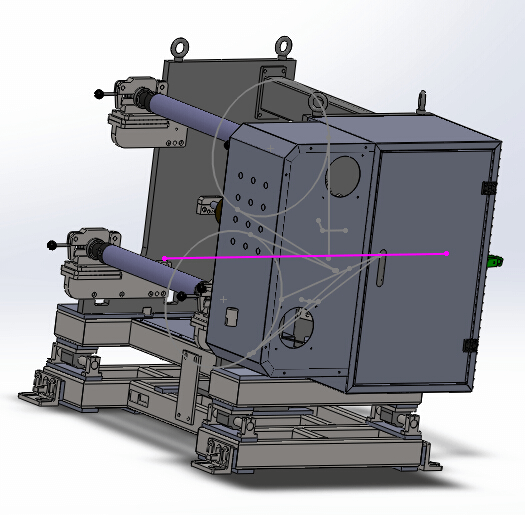
1. Meccanismo di svolgimento
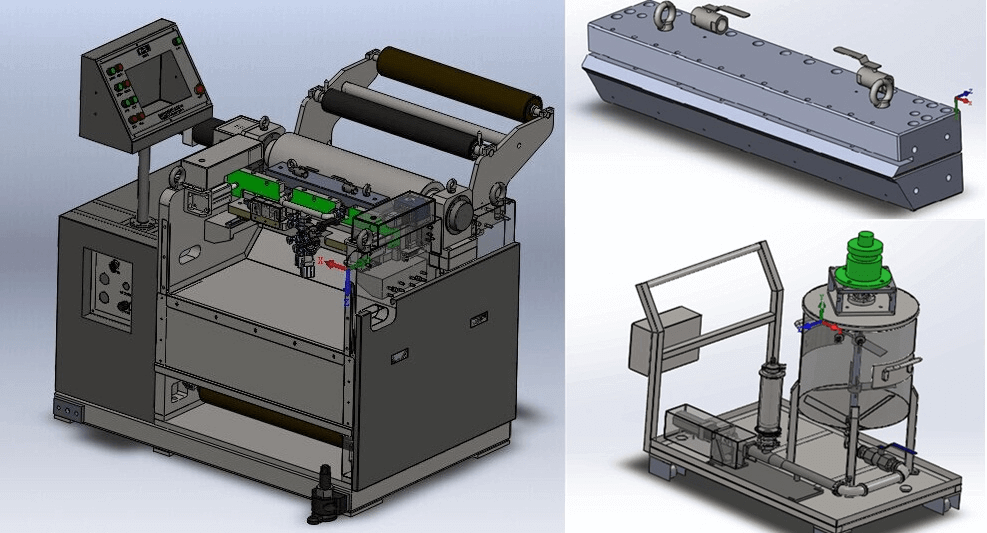
2. Meccanismo di rivestimento (2 set)
3. Meccanismo del forno (doppio strato 40m)
4. Meccanismo di trazione (2 set)
5. Meccanismo di carica
6. Sistema di controllo
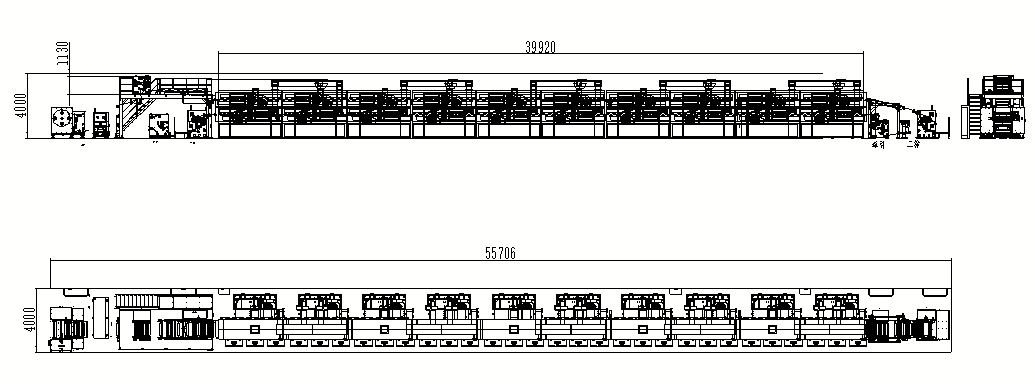
Dimensioni complessive e peso dell'attrezzatura di rivestimento:
taglia : lunghezza 55000mm * larghezza 4000mm (escluso spazio manutenzione) * altezza 4000mm
W otto: circa 40 T
Panoramica delle funzioni:
ZL - J La macchina di rivestimento della serie è un'apparecchiatura professionale per il rivestimento degli elettrodi della batteria al litio.
▲ è applicabile al processo di rivestimento di fosfato di ferro di litio oleoso o acquoso, ossido di cobalto di litio oleoso, ternario, manganato di litio, manganato di litio cobalto nichel, grafite di carbonio negativa oleosa o acquosa, titanato di litio e altri sistemi di fanghi;
▲ utilizzando il sistema di controllo della tensione a circuito chiuso PID completamente automatico, la precisione del controllo della tensione può raggiungere il livello di ± 1n;
▲ vengono utilizzati componenti standard importati come il sistema di controllo PLC Siemens e il servomotore ad alta precisione per garantire l'altissima uniformità e stabilità dei prodotti di rivestimento in termini di densità e dimensioni della superficie. La percentuale di parti standard importate nelle parti standard dell'intera macchina raggiunge l'85%.
▲ con le caratteristiche di rivestimento ad alta velocità, alta precisione e alta consistenza, è l'attrezzatura di rivestimento preferita per le batterie di alimentazione.
II. Parametri tecnici e configurazione principale delle apparecchiature
( UN ) Configurazione principale dell'attrezzatura :
N o. |
N io |
Luogo d'origine |
1 |
UN interruttore ir |
Schneider (Francia) |
2 |
PLC |
Siemens (Germania) |
3 |
T ahi schermo |
Siemens (Germania) |
4 |
M odulare |
Siemens (Germania) |
5 |
Relè intermedio |
Schneider (Francia) |
6 |
servomotore |
Siemens (Germania) |
7 |
Servomotore a trasmissione diretta (DDR) |
Rexroth (Germania) |
8 |
Rilevamento della pressione di alimentazione |
Bd.sensors/valcom (Germania / Giappone) |
9 |
Pompa dosatrice di precisione |
Heishin (Japan) |
10 |
Cilindro a basso attrito |
Tengcang (Giappone) |
11 |
Riduttore planetario |
Newcastle (Germania) |
12 |
Interruttore |
Schneider (Francia) |
13 |
Contattore CA |
Schneider (Francia) |
14 |
Relè a stato solido |
Xinda (Taiwan) |
15 |
Protezione termica |
Schneider (Francia) |
16 |
T ermetico |
Omron (Giappone) |
17 |
Correzione automatica della deviazione |
Aibo (domestico) |
18 |
Tensione completamente automatica |
Controllo ad anello chiuso PID (autocostruito) |
19 |
Motore principale di scarico (ricezione). |
Siemens (Germania) |
20 |
Occhio elettrico in fibra ottica |
KEYENCE (Giappone) |
21 |
Cuscinetto a sfere a gola profonda (testa della macchina) |
NSK (Giappone) |
22 |
Rullo di rivestimento |
Cromatura dura (fatta da sé) |
23 |
Rullo guida |
Superficie in lega di alluminio Φ 118 anodizzata, finitura rc0.4 (domestico) |
24 |
Convertitore di frequenza |
Rexroth (Germania) |
25 |
Righello per la regolazione del coltello |
Keens (Giappone) |
26 |
Ventola (acciaio inossidabile) |
Hongjian (domestico) |
27 |
Testa di estrusione |
Mitsubishi |
28 |
Manometro digitale |
Bode (Svezia) |
29 |
Componenti pneumatici |
SMC (Giappone) |
( B ) Parti vulnerabili : |
|||||
No. |
N io |
Marca |
Q quantità |
Tempo di magazzino |
R marchi |
1 |
Rullo in acciaio |
autocontrollo |
1 pezzo/2 set |
30 giorni |
Materiali di cromatura importati |
2 |
Cuscinetto a rulli in acciaio |
NSK/NTN |
2/1 insieme |
15 giorni |
Secondo il ciclo di approvvigionamento |
3 |
Tubo di riscaldamento |
domestico |
3 pezzi/insieme |
1 giorno |
|
4 |
Termocoppia |
domestico |
1 pezzo/insieme |
1 giorno |
Adattarsi al percorso di asciugatura più lungo |
5 |
chiave esagonale interna |
domestico |
1 insieme / insieme |
1 giorno |
|
6 |
Chiave regolabile |
domestico |
1 pezzo/set |
1 giorno |
|
7 |
Anello di tenuta del corpo valvola |
domestico |
1 set / unità |
1 giorno |
|
8 |
Chiave dinamometrica |
Giappone |
1 set / unità |
15 giorni |
|
9 |
Carrello sollevamento testa portapettini |
domestico |
1 set / unità |
15 giorni |
|
10 |
Piattaforma di marmo |
domestico |
1 set / unità |
10 giorni |
|
11 |
Tubo di alimentazione |
domestico |
12 m/insieme |
1 giorno |
|
12 |
Campionatore polare |
domestico |
1 set |
2 giorni |
|
13 |
S lui |
TMAX |
3 set / unità |
15 giorni |
|
( C ) Sistema di alimentazione automatico : Un set di sistema di alimentazione automatica (60L) è standard.
(D) Colore aspetto : Ad eccezione della parte in acciaio inox, il colore della scatola è conforme alla cartella colori standard fornita dal richiedente.
( E ) Funzioni del dispositivo:
No. |
P progetto |
T parametro tecnico |
Appunti |
1 |
Sistema adatto |
Fosfato di ferro di litio oleoso o acquoso, ossido di cobalto di litio, manganato di litio, ternario, manganato di litio di cobalto di nichel, titanato di litio, grafite di carbonio, ecc. |
|
2 |
Parametri operativi del substrato |
Foglio di alluminio (Cu): spessore 9 ~ 25um; Larghezza 300 ~ 720 mm; Diametro rotolo max.500mm; Peso massimo 500 kg; |
|
Foglio di rame (Cu): spessore 4,5 ~ 30um; Larghezza 300 ~ 720 mm; Diametro rotolo max.500mm; Peso massimo 500 kg ; |
Luce laterale singola o doppia luce laterale |
||
3 |
Larghezza di progetto della superficie del rullo |
750 mm |
|
4 |
Larghezza del rivestimento garantita |
200~680 mm |
|
5 |
Velocità di marcia meccanica dell'attrezzatura |
4 0m/min |
|
6 |
Velocità di rivestimento dell'attrezzatura |
1 -3 2 /min ; |
Dipende dalle condizioni di asciugatura |
7 |
Adatto per la viscosità dei fanghi |
2000~16000 Cps ( P positivo palo ) 1000~16000 Cps ( N polo negativo ) |
|
8 |
Gamma di spessori a secco per spalmatura monofacciale |
40~200 g/m2 |
|
9 |
Lunghezza minima intermittente |
Velocità di rivestimento < 5 mm entro 15 m/min; Velocità di rivestimento superiore a 25 m/min < 8mm; |
|
10 |
Lunghezza minima del rivestimento di sezioni multiple |
50 mm |
Velocità di rivestimento≤ 12 m/min |
11 |
Proprietà solventi |
Solvente oleoso NMP(s.g=1.033,b.p=204℃) |
|
Solvente acquoso H2O/NMP(s.g=1.000,b.p=100℃) |
|
||
12 |
Contenuto solido adatto |
P elettrodo positivo S . C. 60%±20% |
|
N polo negativo S . C. 50% ± 15% (PVDF sistema) S . C. 50% ± 10% (SBR sistema) |
|
||
13 |
P proporzione |
P elettrodo positivo 1,5—2,59/cm2 N polo negativo 1 ~ 1,89/cm2 |
|
14 |
Metodo di rivestimento |
Doppio strato anteriore e posteriore Rivestimento a intervalli disuguali a 3 stadi / tracciamento automatico del secondo lato / rivestimento continuo / rivestimento a reticolo sul campo |
|
15 |
Modalità cambio rotolo |
Manuale |
|
16 |
Direzione di scorrimento del substrato |
Rivestimento in avanti, avanzamento del substrato e funzionamento inverso del foglio vuoto |
|
( F ) Introduzione della struttura di ogni parte :
1、 Meccanismo di svolgimento (riavvolgimento manuale a doppio supporto a doppio braccio) :
No. |
progetto |
T parametro tecnico |
Appunti |
1 |
Struttura di installazione del rullo |
Installazione piastra verticale integrale lavorazione CNC (spessore 30mm). |
|
2 |
Trattamento superficiale del rullo |
Trattamento di ossidazione superficiale del rullo in alluminio metallico, durezza superficiale HRC65; Runout circolare eccessivo ≤ 20 μ m ; Rugosità superficiale Ra0.2; parallelismo ≤ 0,1 mm; |
|
3 |
Sistema di controllo della tensione |
Doppia modalità di controllo della velocità ad anello chiuso: 1. Controllo sincrono PID del rullo oscillante 2. Il servomotore regola la tensione in anello chiuso. La tabella di visualizzazione della tensione mostra il valore di tensione 3. L'intervallo di tensione regolabile è 0--300n e la fluttuazione della tensione ≤ ± 1,5% |
|
4 |
Metodo di correzione |
Controllo automatico EPC, corsa 120mm |
|
5 |
Metodo di avvolgimento |
Srotolare su e giù |
|
Il rotolo è fissato con un albero gonfiabile da 3 pollici |
|
||
Doppio albero di espansione dell'aria di svolgimento, supporto bifacciale |
|
||
Piattaforma di ricezione del nastro manuale, modalità a doppia barra di pressione |
|
||
6 |
Direzione di scorrimento del substrato |
Avanti e indietro |
|
7 |
Velocità di scorrimento del substrato |
50 m/min |
|
8 |
Diametro massimo di svolgimento |
Ф500mm |
|
9 |
Portata massima dell'albero gonfiabile |
600Kg |
|
10 |
Numero di alberi gonfiabili svolgibili |
2 articoli |
|
11 |
Sistema di controllo |
Impostare il pulsante di funzionamento della funzione per completare le operazioni come connessione del nastro, pausa, arresto di emergenza, rotazione avanti e indietro, allineamento sinistro e destro, ecc. |
|
12 |
Velocità di svolgimento |
La velocità di svolgimento è controllata dal PLC in base alla velocità di spalmatura impostata e ai dati di variazione della tensione in tempo reale; La potenza di svolgimento è fornita da motore AC + riduttore a turbina; |
|
2、 Struttura della testa (una mano, due mani) :
No. |
P progetto |
T parametro tecnico |
Appunti |
1 |
Modalità struttura di installazione |
Lo spessore di lavorazione CNC della struttura a piastra verticale integrale da 70 mm, il peso complessivo di 2,6 tonnellate, aumenta la piastra di ferro portante a terra, riduce l'area portante a terra. |
|
2 |
Motore di azionamento principale |
S servomotore |
|
3 |
Struttura del rullo in gomma |
Per prevenire l'instabilità della tensione causata dalla non separazione della tensione e garantire la stabilità della densità della superficie del rivestimento. |
|
4 |
Regolazione della distanza tra testa e rullo spalmatore |
Il servomotore collabora con il sensore di spostamento assoluto ad alta precisione per il controllo del tracciamento ad anello chiuso. La distanza è impostata attraverso lo schermo, 1~5000um, la risoluzione di regolazione è 0,1um e la precisione di posizionamento ripetuto è ≤± 0,3um. |
|
5 |
Selezione della testa portapettini |
Il labbro della testa di estrusione speciale Mitsubishi è realizzato in acciaio al carburo cementato ad alta resistenza all'usura e alla corrosione e la superficie è trattata con carburo di tungsteno o nitruro di cromo. La rettilineità e la planarità sono ≤ 1,5 µ M |
|
6 |
Struttura della cavità dello stampo |
Viene adottata la testa di rivestimento a fessura multi-pressione (spray), che ha una forte adattabilità al processo e aiuta a bilanciare la pressione trasversale, in modo da rendere coerente lo spessore del rivestimento trasversale; Lo stampo superiore della testa di rivestimento è progettato con un meccanismo di regolazione della deflessione, che può regolare il parallelismo dei labbri dello stampo superiore e inferiore |
|
7 |
Sistema di monitoraggio della pressione |
Monitoraggio della pressione di alimentazione, monitoraggio della pressione di riflusso, monitoraggio della pressione della cavità dello stampo; Può monitorare il processo di alimentazione in tempo reale e dare un allarme in caso di blocco, con una precisione di ≤ 0,001 mpa |
|
8 |
Sistema di alimentazione |
Pompa a vite di precisione bingshen giapponese (pompa 2nbl15f (sus+epdm)) + servomotore di precisione, un efficace secchio di rotazione da 60 litri (contenitore di materiale) e ha le funzioni di rilevamento del livello del liquido e miscelazione del livello del liquido per prevenire la sedimentazione e il trabocco del liquame. |
|
9 |
Funzione intermittente del rivestimento |
Il sistema di valvole di controllo servointermittenti è adottato per garantire la stabilità delle dimensioni del rivestimento. |
|
10 |
Funzione di assottigliamento della testa e della coda |
Il sistema di valvole di controllo intermittenti servo può regolare il tempo di assottigliamento della testa e della coda e la corsa dell'interruttore della valvola intermittente per regolare lo spessore della testa e della coda in tempo reale. |
|
11 |
Funzione di regolazione orizzontale della testa portapettini |
Adottare una guida lineare precisa del binario di guida e la modalità di regolazione orizzontale manuale, in modo che la testa dello stampo possa essere leggermente regolata ± 10 mm in posizione orizzontale; Garantire la precisione dell'allineamento verticale dei lati anteriore e posteriore |
|
12 |
Accoppiamento e montaggio della parte superiore della filiera e della parte inferiore della filiera |
La chiave dinamometrica digitale viene utilizzata per garantire la coerenza e la precisione dell'assemblaggio della testa portapettini. |
|
13 |
Trattamento superficiale del rullo |
Trattamento di ossidazione superficiale del rullo in alluminio metallico, durezza superficiale HRC65; Runout circolare eccessivo ≤ 20 μ m ; Rugosità superficiale Ra0.2; parallelismo ≤ 0,1 mm; |
|
14 |
Rullo di rivestimento (rullo d'acciaio) |
La superficie è placcata con cromo duro importato, con un diametro di Φ 295 mm; |
|
15 |
T ensione |
Tensione costante di controllo a circuito chiuso PID completamente automatico, gamma di tensione 1 gamma 0 ~ 50n, precisione di controllo della tensione ± 1n |
|
16 |
Posizione della testa indipendente |
Installazione e funzionamento prima dell'asciugatura |
|
17 |
Funzione di allineamento laser |
La funzione di allineamento laser viene utilizzata per giudicare manualmente il grado di allineamento. |
|
3、 Canale di asciugatura (forno sospeso)
No. |
P progetto |
parametro tecnico |
Nota |
1 |
Struttura del forno |
Le prime quattro sezioni sono la struttura principale della nave di trasmissione e le ultime sei sezioni sono la struttura del forno sospeso. |
|
2 |
Lunghezza del forno |
40 metri (4 metri/sezione, 10 sezioni in totale) |
|
3 |
T consistenza del materiale |
Acciaio inossidabile, standard nazionale SUS304 del serbatoio interno, standard nazionale SUS201 del serbatoio esterno |
|
4 |
Modalità di guida del rullo guida del forno |
Le prime quattro sezioni sono la struttura di trasmissione principale e le ultime sei sezioni sono il forno sospeso |
|
5 |
controllo della temperatura |
È suddiviso nel controllo di protezione del normale controllo della temperatura di lavoro e nell'allarme di monitoraggio della sovratemperatura. In caso di sovratemperatura comparirà un allarme acustico e visivo e verrà interrotta l'alimentazione principale del riscaldamento; Ogni sezione è completamente controllata in modo indipendente |
|
6 |
H modo di mangiare |
Riscaldamento elettrico, struttura di circolazione dell'aria calda |
|
7 |
Potere calorifico del forno monosezione |
Singola sezione 24kw/4m (potenza massima di avviamento) |
|
8 |
Temperatura nel canale di asciugatura |
Design Max150 ℃, differenza di temperatura nell'area del forno a sezione singola ≤ 5 ℃ |
|
9 |
Temperatura della superficie della scatola durante il funzionamento |
≤45℃ ; Lo spessore dell'imbottitura in cotone è di 100 mm; |
|
10 |
Modalità soffiaggio |
Il soffio d'aria superiore e inferiore, il volume d'aria superiore e inferiore possono essere controllati rispettivamente tramite valvole, che possono essere regolate con precisione; Le camere d'aria superiore e inferiore condividono il corpo riscaldante |
|
11 |
Controllo del volume di scarico di ogni sezione |
Controllo indipendente e regolazione fine tramite valvola meccanica |
|
12 |
Struttura dell'ugello dell'aria |
La direzione di soffiaggio delle prime quattro sezioni è di 30 gradi rispetto all'orizzontale e la scanalatura dell'ugello dell'aria è scanalata con uno stampo speciale. Le ultime cinque sezioni sono ganci per ugelli aria regolabili. |
|
13 |
Controllo della ventola |
Controllo del contattore CA |
|
14 |
Controllo del riscaldamento |
Relè a stato solido |
|
15 |
Materiale del ventilatore |
Acciaio inossidabile SUS304 standard nazionale |
|
16 |
Sistema di recupero del solvente |
No, assistere solo nell'installazione delle interfacce |
|
17 |
Allarme concentrazione solvente NMP |
Fornire l'interfaccia di installazione. (da quotare a parte) |
|
18 |
Monitoraggio della pressione della camera d'aria |
Nessuno (questa funzione deve essere citata separatamente) |
|
19 |
Volume dell'aria di scarico |
35000 m3/ora max |
|
4、 Meccanismo di trazione: (2 set)
No. |
P progetto |
parametro tecnico |
Appunti |
1 |
Correzione della marcia |
Installato all'uscita del canale di asciugatura, controllo automatico EPC, oscillazione ± 15 gradi, sensore fotoelettrico |
|
2 |
T ensione |
Doppia modalità di controllo della velocità ad anello chiuso: 1. Controllo sincrono PID del rullo oscillante 2. Il servomotore regola la tensione in anello chiuso. La tabella di visualizzazione della tensione mostra il valore di tensione 3. L'intervallo di tensione regolabile è 0--300n e la fluttuazione della tensione ≤ ± 1,5% |
|
La divisione di tensione è realizzata dal rullo di presa e dal rullo di trazione |
|
||
3 |
Modalità struttura di installazione |
Installazione della piastra verticale integrale del centro di lavoro CNC (spessore 30mm) |
|
4 |
Rullo di trazione |
Rullo in acciaio da 160 mm |
|
5 |
Rotolo di pizzico |
Rullo in gomma Ø 120mm, superficie pane EPDM |
|
6 |
Motore di azionamento |
Il rullo di trazione è azionato dal servomotore Siemens + riduttore di precisione |
|
5、 Meccanismo di riavvolgimento (riavvolgimento automatico a doppio albero a disco) :
No. |
P progetto |
parametro tecnico |
Appunti |
1. |
Modalità struttura di installazione |
Installazione della piastra verticale integrale del centro di lavoro CNC (spessore 30mm) |
|
2. |
tensione |
Doppia modalità di controllo della velocità ad anello chiuso: 1. Controllo sincrono PID del rullo oscillante 2. Il servomotore regola la tensione in anello chiuso. La tabella di visualizzazione della tensione mostra il valore di tensione 3. L'intervallo di tensione regolabile è 0--300n e la fluttuazione della tensione ≤ ± 1,5% |
|
3. |
Correggere la deviazione |
Controllo automatico EPC, corsa 120mm |
|
4. |
Diametro massimo di avvolgimento |
Ø800 |
|
5. |
Albero gonfiabile avvolgitore |
Articolo 2 (norma nazionale) |
|
6. |
Motore di avvolgimento |
La potenza di avvolgimento è guidata dal servomotore Siemens + riduttore di precisione |
|
7. |
Capacità massima |
600Kg |
|
8. |
Modalità cambio rotolo |
Carica automatica e funzione di cambio senza spegnimento |
|
6、 Sistema di controllo :
No. |
P progetto |
parametro tecnico |
Appunti |
1 |
Sistema di controllo principale |
Touch screen, PLC, modulo, servosistema |
|
2 |
Modalità di funzionamento |
Arresto manuale, automatico e di emergenza; L'intera macchina può essere utilizzata prima e dopo |
|
La velocità della linea di rivestimento, l'impostazione del rivestimento, l'impostazione dell'assottigliamento della testa e della coda, la frequenza della ventola e l'impostazione della temperatura possono essere impostate, visualizzate e registrate tramite il touch screen |
|
||
3 |
Intervallo di impostazione del rivestimento e della lunghezza intermittente |
Lunghezza rivestimento 20,0 ~ 3200,0 mm |
|
4 |
Condizione di allarme |
Lunghezza intermittente: 5,0 ~ 3200,0 mm |
|
5 |
Funzione di conteggio |
Quando l'apparecchiatura si guasta, il touch screen visualizzerà la schermata di correzione corrispondente |
|
6 |
Metodo di regolazione dello spessore della testa e della coda |
Quantità di produzione / lunghezza |
|
io II 、 Precisione dell'attrezzatura
1 、 Precisione dell'hardware
No. |
P progetto |
parametro tecnico |
Appunti |
1 |
Rullo di rivestimento (rullo d'acciaio) |
Runout circolare ≤ 1,0 um, rettilineità Ra0,4 ≤ 1,5 um |
|
2 |
Correzione della deviazione |
±1 mm |
|
3 |
Rullo in alluminio |
Runout circolare ≤ 20um, rettilineità ≤ 20um |
|
4 |
Precisione di ripetizione del controllo della regolazione dell'utensile |
±0,1um |
|
5 |
Precisione del controllo della temperatura |
±0,5℃ |
|
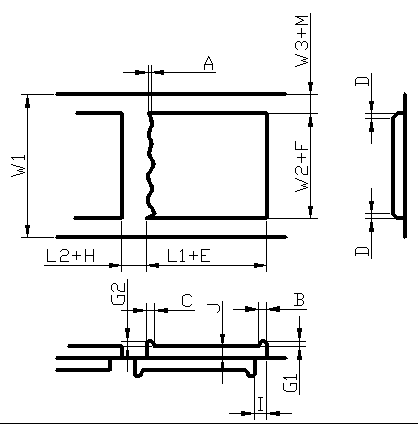
2 、 Precisione del rivestimento
Articolo |
S segno |
Parametri (30m/min) |
|
A (in coda) |
≤ 1 mm (relativo alla viscosità della sospensione e alle caratteristiche del legante) |
B (area della testa anormale) |
5mm |
|
C (area anormale della coda) |
6 mm |
|
D (area effetto bordo) |
≤3 mm ; Spessore -10um |
|
E (errore di lunghezza) |
±0,5 mm |
|
F (errore di larghezza) |
±0,5 mm |
|
M (errore di larghezza) |
±0,5 mm |
|
G1 (spessore testa) |
-5~+5um |
|
G2 (spessore coda) |
-5~+5um |
|
H (errore vuoto) |
±0,5 mm |
|
I (errore di allineamento positivo e negativo) |
±0,5 mm |
|
J singola densità superficiale (rimuovere le aree B, C e D) |
Entro l'1,2% |
|
Intervallo di lunghezza |
L1 (lunghezza pellicola) |
20.0 ~ 3200,0 mm |
L2 (lunghezza intermittente) |
5.0 ~ 3200,0 mm |
|
L1 /l2 (rivestimento + lunghezza intermittente) |
L1+L2 ≥120mm |
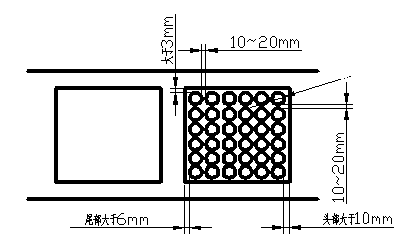
3 、 M metodo di misurazione
A. Area di misurazione: 3 mm sul bordo, 5 mm all'estremità e 5 mm all'inizio.
B. Misurare le dimensioni Φ 40 mm o secondo i requisiti di processo del richiedente
io v 、 Ambiente di installazione e utilizzo
1) La temperatura ambiente della testa della macchina è di 20 ~ 30 ℃ e il resto è di 10 ~ 40 ℃;
2) Umidità relativa della testa della macchina: UR positiva ≤ 35%, UR negativa ≤ 98% e il resto ≤ 98%;
v 、 S strutture di sostegno
1) Alimentazione: 3Ph 380V, 50Hz, intervallo di fluttuazione della tensione: +8% - 8%; La potenza totale di avviamento dell'alimentatore è di 280KW;
2) Aria compressa: dopo l'essiccazione, il filtraggio e la stabilizzazione, la pressione in uscita è superiore a 5,0 kg/cm2;
v io 、 Orientamento del dispositivo (facoltativo)
1)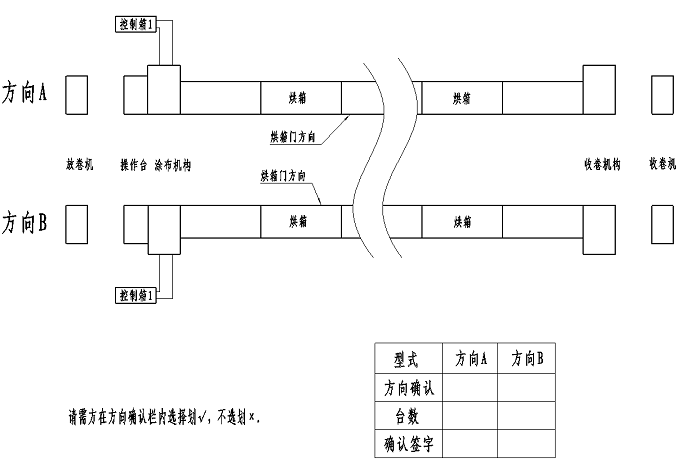
Tabella allegata: elenco dettagliato degli elementi di ispezione di pre-accettazione e accettazione formale dell'attrezzatura (i risultati dell'ispezione sono allegati al rapporto di accettazione)
No. |
Elementi di ispezione |
Norma di ispezione |
Metodo di ispezione |
1. |
Parametri di configurazione del dispositivo |
Dimensioni complessive dell'attrezzatura: l (56000mm) *W (4000mm) * H (4000mm) |
Metro A nastro |
Lunghezza forno: (4m/sezione) × 4) + (4m/sezione × 6 sezioni) =40m |
righello |
||
Diametro massimo di avvolgimento di avvolgimento e svolgimento: φ 600mm |
righello |
||
Larghezza rotolo: 750 mm |
|
||
2. |
Integrità della composizione delle funzioni dell'apparecchiatura |
Parte di svolgimento (funzione di cambio rotolo manuale, tensione, correzione della deviazione, albero gonfiabile) |
Controllare visivamente l'accordo tecnico e la tabella di configurazione dell'attrezzatura |
Parte di rivestimento (base, rullo di rivestimento, sistema di alimentazione, matrice domestica) |
|||
Forno (circolatore, impianto di riscaldamento, condotto aria ausiliaria esterna) |
|||
Parte di trazione (correzione della deviazione della corsa, tensione di trazione, gruppo rullo di trazione) |
|||
Parte di avvolgimento (funzione di cambio rotolo manuale, tensione, correzione della deviazione, albero gonfiabile) |
|||
Sistema di controllo (quadro elettrico, cablaggio interno, cablaggio canalina esterna) |
|||
Parti di consegna (secondo il contenuto dell'accordo tecnico) |
|||
3. |
Conferma del marchio di parti standard |
100% in base alla marca delle parti acquistate specificata nell'accordo tecnico |
|
4. |
S norme di sicurezza |
Interblocco meccanico ed elettrico, funzione autobloccante, funzione di protezione dall'induzione; |
Ispezione visiva e funzionamento |
Campanello di allarme in ogni area prima dell'avvio dell'apparecchiatura; |
O perazione |
||
I segnali di avvertimento di sicurezza devono essere posizionati in corrispondenza di parti pericolose come movimento, compressione, interruzione e fonte di calore; |
visivo |
||
Pulsante di arresto di emergenza, fune di sicurezza nell'area di manutenzione interna (almeno 3 punti); |
visivo |
||
Coperture protettive per trasmissioni e parti mobili; |
visivo |
||
Allarme di sovratemperatura del forno e funzione di protezione dallo spegnimento |
operazione |
||
5. |
Test di precisione meccanica |
Scentratura circolare del rullo di rivestimento ≤ 1,0 μ m ; Rettilineità ≤ 1,5 μm ; Rugosità superficiale Ra0.4, |
Indicatore a quadrante, strumento di ispezione speciale |
Runout circolare eccessivo ≤ 20 μ m ; Rugosità superficiale Ra0.2 |
Quadrante |
||
Parallelismo del passaggio dei rulli ≤ 0,1 mm (eccetto per il passaggio dei rulli del forno) |
Indicatore a quadrante, strumento di ispezione speciale |
||
6. |
Funzionamento a nastro vuoto (azionare il materiale di base continuamente a una velocità di 40 m/min per circa 500 m) |
1m/min→10m/min→30m/min Campionamento sezionale |
Tachimetro |
Nessuna grinza nell'intera area e nessun graffio sulla superficie del supporto |
visivo |
||
Tutte le parti mobili funzionano senza problemi senza rumori anomali; La cinghia di trasmissione è priva di deviazioni e usura; |
visivo |
||
Impostazione della temperatura di ciascuna sezione del forno: temperatura normale ~ 150 ℃ |
Funzionamento e ispezione visiva |
||
L'avvolgimento, lo svolgimento e la correzione della deviazione della trazione funzionano senza intoppi senza continui scuotimenti |
Funzionamento e ispezione visiva |
||
Fatta eccezione per la correzione della deviazione e il forno, la deviazione del materiale di base di ciascun rullo è ≤± 1 mm; Deviazione del substrato del rullo di rivestimento ≤ 0,5 mm |
calibri |
||
Valore di impostazione della tensione 5 ~ 300N |
Funzionamento e ispezione visiva |
||
All'avvio e all'arresto, la fluttuazione della tensione è ± 5N; Fluttuazione della tensione ± 1n durante il normale funzionamento; |
Funzionamento e ispezione visiva |
||
7. |
Ispezione del rivestimento 30 m/min operazione di rivestimento 1200 m) |
La velocità di rivestimento è di 30 m/min e il metodo di rivestimento può realizzare un rivestimento continuo e intermittente |
Impostazione dei parametri |
Il sistema di alimentazione e la tubazione sono ben sigillati senza perdite di materiale |
visivo |
||
L'aspetto della superficie rivestita è buono, senza particelle, graffi, lamina esposta e bordi poco rigonfi |
visivo |
||
Precisione della densità di un lato: errore di peso ≤± 1,2% (escluso l'intervallo di 8 mm sul bordo) |
Bilancia elettronica micrometrica |
||
Precisione della densità della superficie a doppia faccia: errore di peso ≤± 1,5% (escluso l'intervallo di 8 mm sul bordo) |
Bilancia elettronica micrometrica |
||
Scodamento ≤ 1 mm (relativo alla viscosità della sospensione e alle caratteristiche del legante) |
righello |
||
Area anomala della testa ≤ 8 mm |
Righello, micrometro |
||
Area anormale della coda ≤ 6 mm |
Righello, micrometro |
||
Area dell'effetto bordo ≤ 3 mm, -10 ~ +5um (variazione della viscosità della sospensione inferiore a ± 300 cps) |
Righello, micrometro |
||
Errore di lunghezza / h errore vuoto: ≤ ± 0,5 mm |
righello |
||
Errore di larghezza: ≤ ± 0,5 mm |
righello |
||
Spessore della testa e della coda: -5 ~ +5um |
Micrometro |
||
Errore di allineamento orizzontale positivo e negativo: ≤± 0,5 mm |
Ago, righello |
||
Errore di allineamento longitudinale dei lati anteriore e posteriore: ≤± 0,5 mm |
Ago, righello |
||
Precisione del controllo della temperatura del forno a sezione singola: ≤± 1 ℃ |
visivo |
||
Nell'area orizzontale 10 mm sopra il substrato, la deviazione della temperatura di ciascun punto di un forno a sezione singola: ≤± 3 ℃ |
termorilevatore |
||
Test di secchezza, residuo di solvente: ≤ 1% (misurazione costante del campionamento dello spazio di temperatura e umidità) |
Bilancia elettronica micrometrica |
||
Tasso di utilizzo dell'attrezzatura: ≥ 97% (progetto di accettazione formale) |
Funzionamento e prova |
||
Tasso di qualificazione del prodotto: ≥ 98% (progetto di accettazione formale) |
Funzionamento e prova |




 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

