 English▼
English▼




- pilota batteria / linea di produzione
- gruppo laboratorio batteria
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- Materiali per batterie agli ioni di litio
- materiali catodici attivi
- materiali anodi attivi
- Customized Battery Electrode
- Materiali della pila delle monete
- chip di litio
- parti di celle cilindriche
- collettori di corrente della batteria
- materiali conduttivi della batteria
- elettrolita e custodia
- Metal Mesh
- legante della batteria
- separatore e nastro
- film laminato di alluminio
- striscia / lamina di nichel
- Battery Tabs
- materiali di grafene
- Nickel Felt
- Titanium Fiber Felt
- Batteria
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- tutte le macchine per l'assemblaggio delle batterie
- tester e analizzatore di batterie
- Battery Safety Tester
- Material Characterization Tester
- macchina rotativa
- saldatrice a punti di metallo
- macchina del miscelatore di vuoto
- aggraffatura / smontaggio macchina
- macchina sottovuoto
- riempimento di elettroliti
- impilatore / avvolgitore
- taglierina / taglierina dell'elettrodo
- macchina formatrice di sacchetti
- NMP Solvent Treatment System
- Lithium Battery Production Plant
- Vuoto scatola per guanti
- forni
- Coaters
- PVD Coater
- pressa idraulica
- Large Press Machine
- miscelatore centrifugo planetario / mulino
- Mulino a sfere
- macchina da laboratorio
- Forni a vuoto
- camera di prova di umidità di temperatura
- Hardness Tester
- Spray Dryer
- Cutting Machine
- incubatrice
- evaporatori rotanti
- Viscometer
- Three Roller Mill
- analizzatore di superficie
- frantoio da laboratorio
- macchina di polimerizzazione UV
- congelatori ultra bassi
- Water Chiller
- Laser Cleaning Machine
- altre apparecchiature di laboratorio
- Cutting Machine
- schiuma di elettrodi metallici
- WhatsApp : +86 18659217588
- Posta elettronica : David@tmaxcn.com
- Posta elettronica : Davidtmaxcn@gmail.com
- : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)

Macchina fustellatrice automatica per la produzione di batterie prismatiche
Model Number:
TMAX-YK-DP400-L01BPagamento:
L/C D/A D/P T/T Western UnionDelivery Time:
5 days
- WhatsApp : +86 18659217588
- Posta elettronica : David@tmaxcn.com
- Posta elettronica : Davidtmaxcn@gmail.com
- Wechat : 18659217588
Precedente:
Impilatore ad alta velocità a doppia stazione per la produzione di celle prismaticheProssimo:
Macchina per la copertura del film blu a batteria prismatica
Macchina fustellatrice automatica per la produzione di batterie prismatiche
1 、 Introduzione all'attrezzatura
1. Funzioni dell'apparecchiatura
* funzione di svolgimento (vengono adottati due meccanismi di svolgimento e il servomotore controlla in modo indipendente lo svolgimento automatico);
* funzione di correzione della deviazione (correzione della deviazione del meccanismo di svolgimento e del elettrodo viene trasportato prima della punzonatura);
* sistema di controllo della tensione della cinghia (la tensione della cinghia è controllata in modo indipendente da due modalità buffer, che possono ridurre il tremolio della cinghia nel processo di fustellatura elevata);
* lo stampo convesso concavo in metallo viene utilizzato per completare la formatura dell'orecchio del palo (viene utilizzato uno stampo in acciaio al tungsteno, con elevata durata e piccola punzonatura Burr);
* rimozione della polvere dei rulli delle attrezzature (assorbimento della polvere dei rulli di traino);
* prima di fustellare, il elettrodo viene spazzolato e aspirato;
* funzione di taglio a truciolo singolo (adottare la struttura di azionamento dell'albero motore del servocomando per completare il taglio, adottare stampi in acciaio al tungsteno, con elevata durata e piccola punzonatura Burr);
* separare elettrodo funzione di trasporto (tre nastri sottovuoto sono usati per trasportare il elettrodo , rimozione della polvere su entrambi i lati del elettrodo e lo screening dei prodotti difettosi vengono eseguiti durante il processo di trasporto);
* rimozione della polvere su entrambi i lati del elettrodo (il feltro di lana e la raccolta della polvere a pressione negativa per impostazione predefinita; il dispositivo di rimozione della polvere elettrostatica senza contatto è riservato) questo metodo di rimozione della polvere è facoltativo;
* doppio rilevamento CCD ed etichettatura di elettrodo difetti superficiali (il CCD rileva entrambi i lati del elettrodo , l'etichettatrice etichetta i prodotti non qualificati dopo il rilevamento e tira questa sezione attraverso quando si forma l'orecchio del palo; l'apparecchiatura non ha questa funzione di default e la posizione di installazione è riservata) questa funzione è opzionale;
l rilevamento del codice colore dei prodotti difettosi (l'elettrodo di rilevamento ha un'etichetta difettosa e il dispositivo dell'elettrodo scherma automaticamente i prodotti difettosi);
* separare elettrodo dimensione rilevamento CCD (per ogni elettrodo rilevamento delle dimensioni complessive, l'apparecchiatura eliminerà automaticamente i prodotti difettosi);
* elettrodo funzione di raccolta ( elettrodo la funzione di conteggio è installata nella scatola del materiale, con la funzione di smistamento elettrodo s, e il elettrodo s sono raccolti ordinatamente nella scatola del materiale);
* la funzione di conversione e trasporto del bossolo (la cartuccia è installata sul giradischi e il bossolo viene convertito automaticamente; il manipolatore estrae il bossolo e collega la linea del materiale) il bossolo può essere condiviso con la macchina di laminazione;
2. Principio dell'attrezzatura
Il principio dell'alimentazione continua della bobina polare, il controllo della punzonatura dello stampo e l'impulso polare attraverso la modalità della camma elettronica e il controllo della distanza disuguale mediante servo trazione.
3. Processo di azione dell'attrezzatura
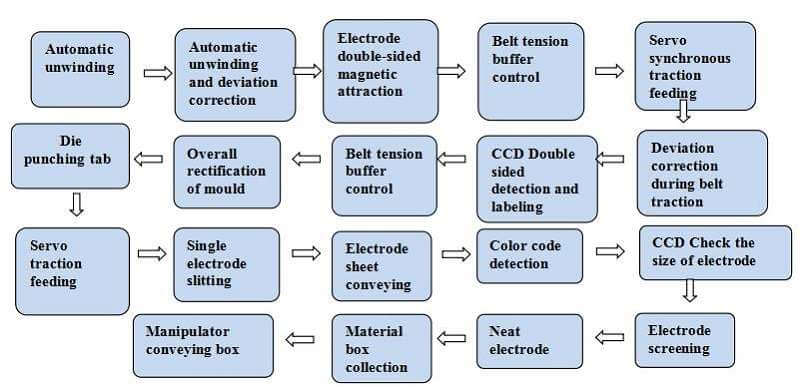
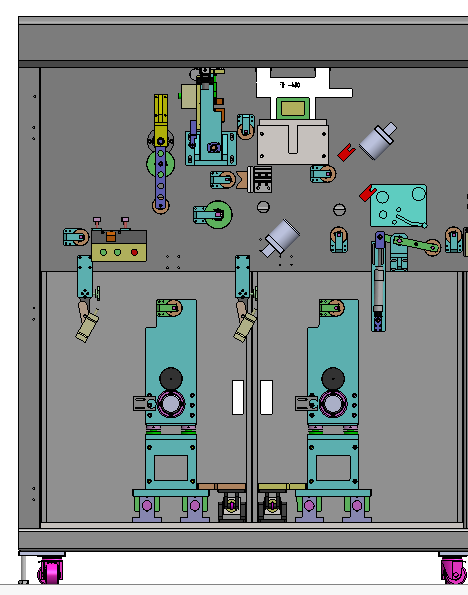
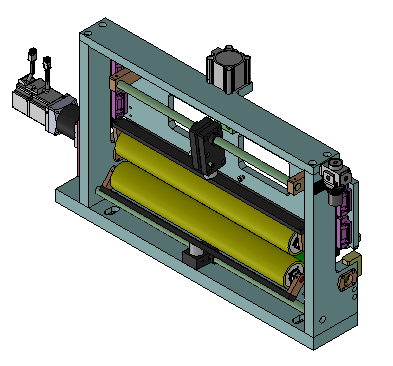
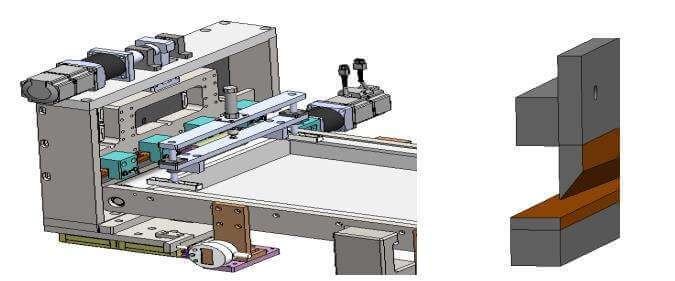
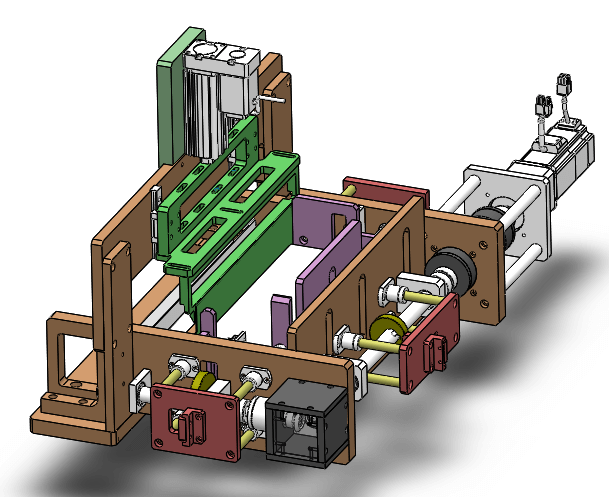
4. Struttura generale
1) Taglia : 4200 mm l ; W : 1 2 8 0mm ; H : 2050 mm 。
2) Peso : 1,85 T
3) Schema generale della struttura
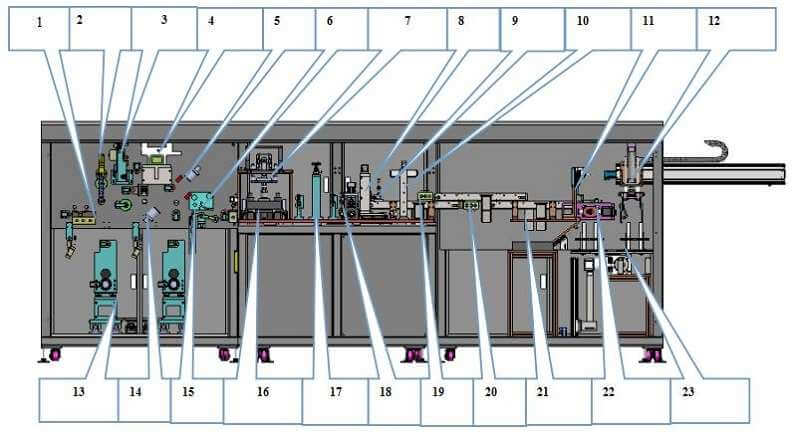
1. 上料接料台: Piattaforma di alimentazione e ricezione
2. 张力缓存机构 : Meccanismo tampone di tensione
3. 滚轮牵引机构: Meccanismo di trazione a rulli
4. 过程纠偏组件 : Componente di correzione del processo
5. CCD 检测 : Test CCD
6. 贴胶机 : Applicatore di colla
7. 极耳成型模切组件 : Gruppo di fustellatura per la formatura di linguette
8. 裁切机构 : Meccanismo di taglio
9. 色标传感器 : Sensore codice colore
10. CCD 检测机构 : Meccanismo di rilevamento CCD
11. 次品剔除机构 :Meccanismo di rifiuto
12. 机械手抓取机构 : Meccanismo di presa del manipolatore
13. 自动放卷纠偏装置 : Dispositivo automatico di svolgitura e correzione della deviazione
14. CCD 检测 :Test CCD
15. 缓存机构 : Meccanismo di cache
16. 模具冲切机构 : Meccanismo di punzonatura
17. 转型调节机构 :Istituto di adeguamento alla trasformazione
18. 滚轮牵引机构 : Meccanismo di trazione a rulli
19. 除尘机构 : Meccanismo di rimozione della polvere
20. 除尘机构 : Meccanismo di rimozione della polvere
21. 次品收集盒 :Scatola di raccolta del prodotto difettosa
22. 整齐料盒极片机构 :Meccanismo dell'elettrodo a scatola di materiale pulito
23. 转化料盒机构 : Meccanismo della scatola di conversione
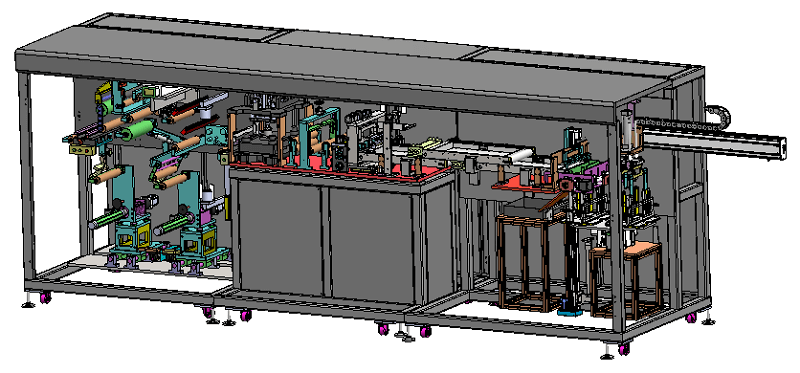
4) Schema dell'aspetto dell'attrezzatura
4 、 Introduzione alla funzione dei componenti dell'apparecchiatura
1. Dispositivo di alimentazione automatica
l Massimo Dia : Ø700 mm ;
l Peso massimo : 150 kg ;
l Diametro interno del manicotto : 150,2 ± 0,5 mm ;
l Modalità di svolgimento e alimentazione: l'alimentazione è azionata direttamente dal carrello di attracco logistico o manuale ;
l Il meccanismo di svolgimento adotta la struttura dell'albero gonfiabile ed entrambe le estremità dell'albero gonfiabile sono dotate di cuscinetti volventi, che hanno una struttura solida ;
l È dotato di una piattaforma di collegamento del nastro di avvolgimento e di una linea di marcatura ausiliaria, utile per il collegamento manuale del nastro ;
l C'è una barra magnetica permanente con 40000 g dietro il tavolo ricevente per rimuovere il ferro dalla parte anteriore e posteriore del elettrodo ;
l Raccolta della polvere mediante spazzola a rullo a doppia faccia del pezzo polare prima della fustellatura ;
l Con dispositivo di pressatura prima della fustellatura ;
l Il servosistema viene utilizzato per controllare lo svolgimento sincrono per mantenere stabile la tensione ;
l La gamma regolabile di tensione è 0-150 N e la precisione è ± 10% ;
l Prima e dopo i materiali superiore e inferiore, l'albero di avvolgimento oscilla ≤5 mm ;
l Distanza dall'estremità dell'albero di avvolgimento all'esterno della copertura protettiva≤250mm ;
l Con design di protezione di sicurezza ;
l Il sistema di correzione della deviazione adotta un sensore di correzione della deviazione CCD ad alta precisione per controllare il lato opposto e migliorare l'accuratezza della correzione della deviazione ± 0,2 mm .
1. Sistema di controllo della tensione della cinghia
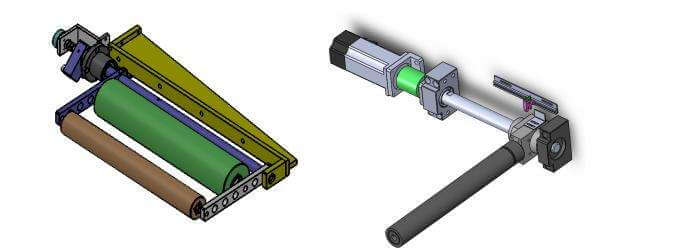
l Il controllo della tensione di svolgimento del nastro di materiale è composto da due meccanismi ;
l La parte di svolgimento dell'albero di espansione dell'aria è controllata dall'oscillazione del cilindro a basso attrito per controllare la tensione durante il processo di svolgimento ;
l Durante la punzonatura, il nastro oscilla su e giù e il servomotore tira l'asta della vite per compensare. Ad esempio, quando lo stampo si alza e si abbassa, il servomotore tira rapidamente la lunghezza dell'espansione polare per garantire la tensione nel processo di trasporto dell'espansione polare ;
l La parte oscillante adotta una valvola proporzionale ad alta precisione, un potenziometro ad alta precisione e un cilindro a basso attrito per controllare l'alimentazione in modo sincrono ;
l L'asta della vite è controllata dalla quantità analogica del servo e la tensione può essere impostata in base alle dimensioni dell'espansione polare ;
2. Scheda dispositivo di punzonatura e formatura
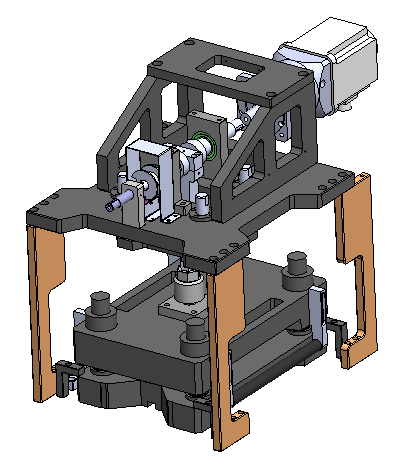
l UN adotta la forma di punzonatura convessa concava in metallo per completare la formatura del scheda
l La punzonatura dello stampo superiore e inferiore adotta la modalità di contatto del punto a forbice ;
l L'albero a gomiti servocomandato viene utilizzato per completare l'azione di punzonatura ad alta velocità dello stampo e l'espansione polare è priva di danni, caduta di polvere, spigoli vivi e altri difetti durante il processo di taglio ;
l Lo smontaggio e l'installazione dello stampo sono semplici e la larghezza dell'espansione polare è facile da regolare. Può soddisfare le diverse dimensioni delle espansioni polari entro un certo intervallo e il tempo di cambio è inferiore a 1 ora ;
l Un dispositivo di raccolta dei rifiuti a forma di imbuto è installato sotto lo stampo e i rifiuti generati dopo la punzonatura e il taglio possono essere immediatamente aspirati nel dispositivo a imbuto e quindi raccolti nella scatola di riciclaggio dei rifiuti (pulizia una volta per turno, tempo di pulizia ≤ 5 minuti) ;
l Lo stampo superiore dello stampo è dotato di una funzione di raffreddamento a soffiaggio a pressione positiva per migliorare la durata della punzonatura dello stampo ;
l Il meccanismo di punzonatura è dotato di fibra ottica protettiva di sicurezza e copertura protettiva di sicurezza ;
l Il sistema adotta un sensore di correzione della deviazione CCD ad alta precisione per migliorare l'accuratezza della correzione della deviazione , ≥0,2 mm;
l Parametri di elettrodo dopo la punzonatura :
3. Dispositivo di trazione a cinghia
l Il processo di trazione e trasporto del nastro del materiale è costituito da due serie di gruppi di rulli di trazione ;
l La prima serie di processo di avvolgimento di controllo ad alta velocità che trasporta la sincronizzazione ;
l La seconda serie di sincronizzazione di trasporto dell'espansione polare centrale di punzonatura di controllo ad alta velocità ;
l Adottare la funzione di alimentazione a distanza disuguale del servocomando ;
l C'è un abbronzatura ruota di guida davanti al rullo di trazione per impedire il scheda dall'essere scontato dopo la fustellatura. La ruota guida può essere regolata facilmente quando si cambia il modello ;
l I due rulli sono dotati direttamente di rulli assorbipolvere per rimuovere la polvere accumulata durante la trazione dei rulli ;
l Il rullo pressore viene compresso automaticamente da un cilindro pneumatico, comodo per l'infilatura .
4. Meccanismo di taglio
l io n il processo di taglio della fetta del palo, c'è una funzione di pre-pressatura nella parte anteriore e un rullo di trazione nella parte posteriore per garantire la duttilità della fetta del palo prima del taglio e l'accuratezza dimensionale del taglio della polvere della fetta del palo;
l dopo il taglio, l'attrezzatura è dotata di fibra ottica ad induzione per evitare che il coltello a palo venga scambiato per più pezzi di scarto;
l la taglierina inferiore è installata con aspirazione per assorbire la polvere;
l Il coltello in acciaio al tungsteno incorporato è adottato per ridurre i costi di manutenzione e sostituzione ;
l il taglio ha la funzione di conteggio.
5. Elettrodo funzione di correzione nella scatola di alimentazione
l durante il funzionamento del elettrodo , il servomotore aziona il meccanismo di smistamento per correggere il elettrodo ;
l Dopo la correzione, il elettrodo sono impilati nella scatola del materiale per garantire che il elettrodo nella scatola del materiale sono ordinati ;
l La scatola del materiale ha una funzione di conteggio e le espansioni polari sono prive di danni, aggraffature, piegature, graffi e altri difetti durante il funzionamento e l'impilamento ;
l Quando il elettrodo nella casella del materiale è piena, passerà automaticamente al meccanismo del buffer per ricevere il materiale .
5 、 Dispositivo di rimozione della polvere (opzionale)
l 1) Ruota in lana, pressione negativa per raccogliere la polvere
l l'apparecchiatura adotta la ruota di lana e il metodo di rimozione della polvere a pressione negativa, che ha un buon effetto di rimozione della polvere, alta efficienza e basso costo;
l Quando il elettr trode passa attraverso l'estremità di ingresso della testina di pulizia, rotolare la spazzola guida per spazzare la polvere per rimuovere la polvere sulla superficie del elettrodo ;
l Successivamente, l'espansione polare riceve il vento di pressione negativa interno per assorbire la polvere derivata e la polvere sulla ruota della spazzola ;
l La polvere viene raccolta nel ventilatore a pressione negativa, facile da pulire (una volta al mese, tempo di pulizia ≤ 5 min).
l 1) Rimozione della polvere senza contatto
l adottare il metodo di rimozione della polvere senza contatto del vento ionico ad alta pressione, che ha un buon effetto di rimozione della polvere, alta efficienza e costi elevati;
l Quando il elettrodo passa attraverso l'estremità di ingresso della testina di pulizia, la nuvola di ionizzazione qui e l'elettricità statica sulla superficie della bobina vengono rimosse;
l Poi il elettrodo risente del flusso d'aria turbolento generato dal flusso d'aria interno di soffiaggio e aspirazione del dispositivo della testina pulente ;
l L'effetto del flusso d'aria turbolento porta al fretting ad alta frequenza del e elettrodo ;
l L'azione combinata del fretting ad alta frequenza e del flusso d'aria turbolento del elettrodo rompe lo strato di interfaccia dell'aria sulla superficie dell'espansione polare e, allo stesso tempo, gli inquinanti rilasciati dallo strato di interfaccia vengono aspirati nel flusso d'aria del vuoto ;
l Quando il elettrodo lascia la testina di pulizia, l'espansione polare passerà attraverso un'altra nuvola di ioni per prevenire l'inquinamento secondario sulla superficie del elettrodo.
6. Caratteristiche del progetto
Caratteristiche |
Vantaggi |
Pulizia senza contatto |
Evita il rischio di segni e danni sulla superficie del elettrodo , e allo stesso tempo, non pregiudicano il rilevamento del tracciamento della posizione del elettrodo sulla cintura |
Integrazione del controllo elettrostatico |
Neutralizza l'elettricità statica, ottimizza le prestazioni di pulizia e prepolarizza efficacemente l'inquinamento secondario sulla superficie del foglio |
Unico sistema "porta fissa". |
Il collegamento della tubazione della testina di pulizia è fisso e l'installazione della testina di pulizia è più semplice |
Bilanciamento del volume d'aria |
Il valore di deviazione tra il volume di soffiaggio e il flusso d'aria del vuoto può essere completamente controllato |
Controllo automatico del vuoto |
Ridurre la frequenza della regolazione manuale da parte degli operatori. Mantieni automaticamente il miglior effetto di pulizia |
Parti senza perdite |
Minori costi operativi |
Funzionamento silenzioso |
Nessun problema di salute e sicurezza causato dal rumore |
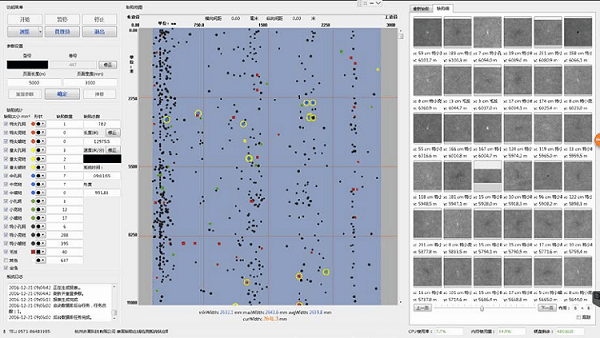
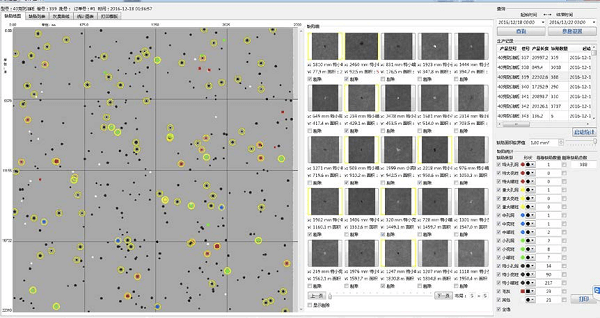
7. Diagramma schematico del rilevamento e dell'etichettatura CCD (un dispositivo opzionale)
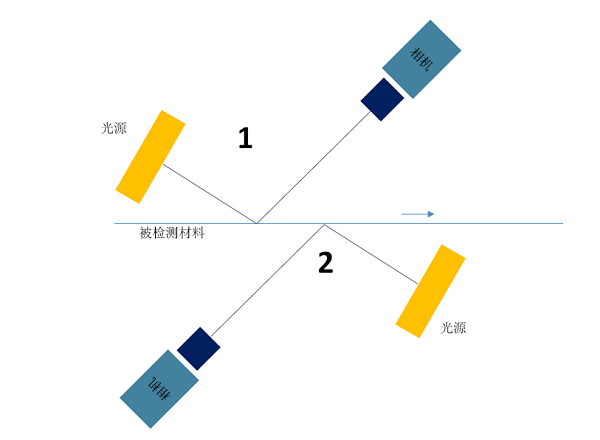
l Classificazione intelligente: utilizzando l'apprendimento automatico e la tecnologia dell'intelligenza artificiale, l'autoapprendimento e la classificazione automatica possono essere eseguiti in base alla definizione della categoria di difetto da parte dell'utente;
l PostgreSQL: adotta il database open source più avanzato per archiviare le immagini dei difetti, come la posizione, le dimensioni e altre informazioni del difetto ;
l Archiviazione automatica: è possibile eseguire automaticamente il backup dei dati dei difetti su dispositivi o sistemi esterni in base alle impostazioni dell'utente
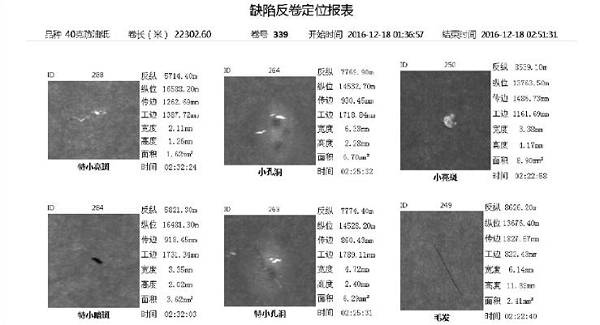
l Rapporti diversificati: forniscono rapporti sui risultati dei test e dati statistici sotto forma di tabelle e grafici
l Analisi dell'uniformità della superficie: visualizza l'uniformità della superficie dei materiali in tempo reale con il digitale ;
l interfaccia operativa pratica e conveniente: può eliminare e contrassegnare gravi difetti e altre funzioni pratiche, che è conveniente per gli operatori;
l Interfaccia IO: fornisce segnali di ingresso e uscita come allarme, rottura carta, cambio bobina, avvio e arresto;
l Interfaccia di fabbrica: basata sul sistema operativo Windows, può connettersi con altri sistemi e apparecchiature dei clienti tramite tcp/ip, Ethernet, OPC e altre interfacce ;
l Manutenzione con accesso remoto: a condizione che l'apparecchiatura sia connessa a Internet, il sistema può essere aggiornato e mantenuto tramite accesso remoto a Internet ;
l Supporto tecnico: rete 7 x 24 ore su 24 e supporto hotline
l D interfaccia del sistema di rilevamento
l interfaccia di visualizzazione dei rapporti
l d Rapporto sull'eliminazione degli effetti
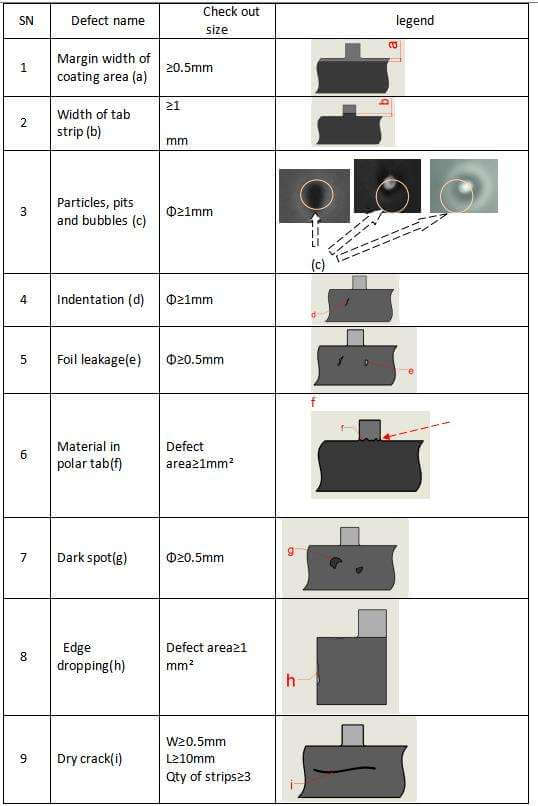
l tabella dell'indice di accuratezza del rilevamento dei difetti principali
l etichettatrice dispositivo dic e:
Dotato di un set di etichettatrici, la velocità di incollaggio corrisponde alla velocità di taglio e la linea centrale dell'etichettatura e la distanza dal bordo interno dell'espansione polare possono essere regolate, con una precisione di ± 2 mm;
Dimensioni dell'etichetta: 12 mm di larghezza e 14 mm di lunghezza, che possono essere personalizzate dagli utenti.
UN 、 Dimensioni e specifiche dei materiali in entrata
SN |
Articolo |
Spec |
Nota |
1 |
Larghezza di alimentazione |
300 - 420 mm ( compresa la scheda ) |
|
2 |
Spessore del materiale in ingresso |
Catodo : 9 - 200 micron ; Anodo : 9 - 200 micron |
|
3 |
Diametro interno del tamburo di scarico |
6 pollice φ 150 .2mm |
|
4 |
Sistema applicabile |
Fosfato di ferro di litio, ossido di cobalto di litio, manganato di litio, materiali ternari, grafite e altri sistemi di fanghi di batterie e condensatori |
|
5 |
Diametro esterno di elettrodo foglio |
≤φ700mm |
|
6 |
Metodo di rivestimento |
Rivestimento continuo |
|
7 |
Errore di larghezza del rivestimento in entrata |
≤±2 mm |
B 、 Fabbisogno materiale in entrata produzione
l Errore di uniformità della testata dell'avvolgimento in entrata : ±5 mm ;
l Errore serpentino : X±2mm/m ;
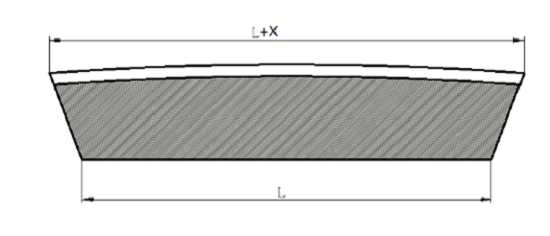
l Elettrodo onda : X ± 5mm/m ;
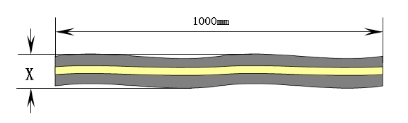
l garantire la durata dello stampo e la variazione dello spessore del materiale nella posizione di taglio dello stampo è inferiore a 10 μ m
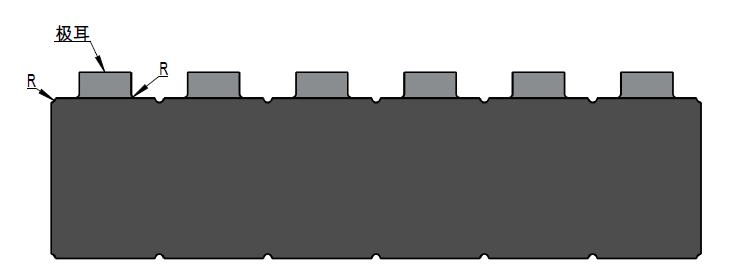
C 、 Processo di produzione dell'attrezzatura
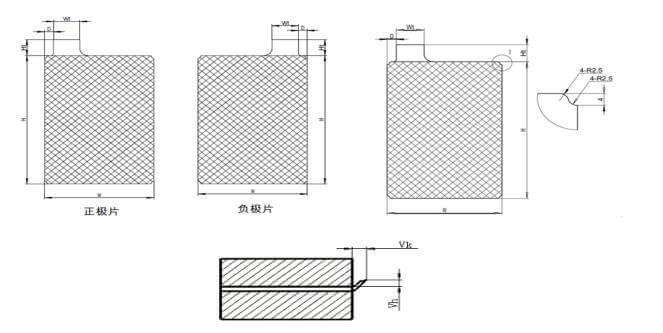
Gamma di dimensioni e precisione di elettrodo dopo la punzonatura |
||||
SN |
Articolo |
Taglia ( mm ) |
Precisione |
Nota |
1 |
Elettrodo W |
40 ~ 110 |
±0,2 mm |
|
2 |
Elettrodo H |
60 ~ 160 |
±0,25 mm |
|
3 |
Elettrodo Ht |
10 ~ 30 |
±0,2 mm |
|
4 |
Elettrodo D istanza |
5~ 20 |
±0,25 mm |
|
5 |
Elettrodo Peso |
6 ~ 65 |
±0,2 mm |
|
6 |
bava vh |
≤7um |
|
|
7 |
bava vk |
≤25um |
|
|
D 、 Parametri dell'indice tecnico dell'attrezzatura
SN |
Articolo |
Spec |
1 |
Metodo di punzonatura |
Muori punzonatura |
2 |
Durata di vita di morire per scheda e contrassegnare il foro |
Stampo dell'elettrodo negativo 1 milione di volte / macinazione, tempi di macinazione dello stampo ≥ 10 volte 800000 volte/molatura dello stampo positivo e il numero di rettifica dello stampo ≥ 10 volte Durata totale del coltello fustellatore dopo la riparazione: ≥ 10 milioni di volte |
3 |
Condizione di caricamento |
Funzione di caricamento manuale del rotolo, l'apparecchiatura può realizzare il rilevamento del materiale residuo e la funzione di allarme Può distinguere tra nastro di terminazione del rotolo e nastro di giunzione del nastro (diversi colori del nastro) |
4 |
Elettrodo dispositivo di correzione della deviazione |
La precisione della correzione della deviazione è garantita pari a 0,1 mm a condizione che il materiale non presenti difetti sui bordi |
5 |
Elettrodo controllo della tensione |
Precisione del controllo della tensione < 10% |
6 |
Stampaggio morire |
SKD-11 + Acciaio al tungsteno legato importato |
7 |
Dispositivo di rimozione della polvere |
Rimozione della polvere su entrambi i lati elettrodo dopo la punzonatura |
8 |
Adsorbimento del magnete |
≥40000GSasta a magnete permanente |
9 |
CCD test |
Un set di dispositivi di rilevamento CCD è posizionato rispettivamente sulla parte anteriore e posteriore dell'espansione polare |
10 |
CCD configurazione |
8 MILA telecamera 2 pz ,fonte di luce 2 pz |
11 |
CCD Ambito di rilevamento |
Massimo 4 50 mm ( Larghezza rivestimento: 4 00 mm ) |
12 |
CCD Articoli di prova |
Difetti di rivestimento delle espansioni polari delle batterie al litio standard come pellicola esposta, materiale secco, macchie scure, graffi, corpi estranei, ecc |
13 |
CCD Articoli di prova |
T trasversale 0,1 mm 、 P ritratto : 0,1 mm ( Miglior stato di rilevamento ) ( 80 m/min , velocità di taglio) |
14 |
CCD Altre funzioni del sistema |
L'uscita di allarme o l'etichettatura possono essere fornite in base alla dimensione, al tipo, alla densità, alla posizione di taglio e alla periodicità dei difetti. Tutti i dati sui difetti rilevati vengono archiviati nel database SQL in ciascun volume o esportati nel sistema di gestione delle informazioni della fabbrica o in vari database standard. Il software Reportranger può generare automaticamente o manualmente vari report automatici di produzione e gestione della qualità in base alle esigenze e può essere impostato in base alle esigenze del cliente, etichettare accuratamente i bordi dei materiali e collaborare con i processi a valle per trovare e gestire meglio vari difetti . |
15 |
Meccanismo di etichettatura |
Meccanismo di taglio ed etichettatura delle etichette; La velocità di etichettatura corrisponde alla velocità di trazione e l'etichettatrice si trova al scheda |
16 |
MES sistema |
Tutte le apparecchiature di processo utilizzate devono avere un'interfaccia del sistema MES |
17 |
Efficienza |
≥ 120 ppm , Tasso di mobilizzazione≥95% , Tasso qualificato≥98% |
18 |
Tempo di cambio rapido |
Il modello di un singolo stampo sostitutivo non supera 1 persona *1 ora |
19 |
Altri requisiti |
1. A. l'aggiornamento del programma delle apparecchiature può essere realizzato da remoto; b. Rilevamento hardware (elettrico); Il notebook con rete è configurato in modalità remota e il software necessario per il controllo remoto è installato sul notebook. Il produttore dell'apparecchiatura realizza il controllo remoto con l'apparecchiatura attraverso il notebook. Per motivi di sicurezza dei dati, sul notebook verrà installato un programma di monitoraggio per monitorare tutti i dati scambiati attraverso il notebook. 2. Gestione gerarchica delle apparecchiature: sono richiesti almeno tre livelli. Il livello più alto è l'autorità di gestione dell'apparecchiatura, che può eseguire qualsiasi operazione sull'apparecchiatura e reimpostare tutte le password. Il secondo livello consiste nel modificare tutti i parametri dell'apparecchiatura e realizzare il funzionamento dell'apparecchiatura. Il livello più basso è il funzionamento dell'apparecchiatura e modifica alcune operazioni. Funzione di registrazione del tempo di funzionamento dell'apparecchiatura, i contenuti della registrazione devono essere suddivisi in tempo di funzionamento automatico, tempo di standby, tempo di funzionamento manuale e tempo di guasto. Il tempo macchina è definito come il tempo in cui l'apparecchiatura è accesa ma non viene eseguita alcuna operazione e il tempo di errore è definito come il tempo prima che l'apparecchiatura si guasti e il messaggio di errore non venga eliminato e il tempo in cui viene premuto il pulsante di arresto di emergenza ; Il funzionamento automatico e il funzionamento manuale sono il normale tempo di funzionamento dell'apparecchiatura senza guasti ed errori, che possono essere distinti in base alla modalità operativa selezionata. Almeno 2 giorni di registrazioni operative devono essere conservate sull'apparecchiatura. I registri delle operazioni devono essere impacchettati e inviati al sistema MES o altro sistema di gestione una volta al giorno e caricati tramite FTP. I file caricati devono essere in formato CSV. Funzione di registrazione delle modifiche ai parametri dell'apparecchiatura. |
20 |
Norma di vibrazione |
L'intensità della vibrazione deve soddisfare lo standard internazionale iso-2372 per le vibrazioni delle apparecchiature (intensità di vibrazione ≤ 0,45 mm/s) |
21 |
Dispositivo di sicurezza |
1. Il meccanismo di punzonatura, il meccanismo di taglio e altri meccanismi sono dotati di porta di protezione di sicurezza per impedire agli operatori di entrare e design del circuito di protezione dell'apertura della porta e funzione di arresto di emergenza, e sono presenti avvertenze di sicurezza 2. L'indicatore di allarme guasto è un lampione a tre colori e un allarme cicalino e sul pannello touch screen è presente un display di registrazione |
E 、 Principali componenti dell'attrezzatura
SN |
Nome |
Marca |
1 |
PLC |
Panasonic |
2 |
touch screen |
Weinview |
3 |
Convertitore di frequenza |
Schneider |
4 |
servomotore |
Panasonic |
5 |
Motore passo-passo |
Leisai |
6 |
Cilindro e componenti pneumatici |
SMC |
7 |
Binario di guida lineare, asta a vite |
THK |
8 |
sensore |
Appassionati |
9 |
Cuscinetto |
NSK |
10 |
Valvola solenoide |
SMC |
11 |
Regolatore di temperatura |
OMRON |
12 |
Valvola di controllo automatico |
Shanghai Ziyi |
13 |
Vacuometro / manometro |
SMC |
14 |
Componenti elettrici a bassa tensione |
Schneider |
15 |
CDD Test |
Tecnologia Chixiao |
16 |
Muffa |
Wei Sheng |
17 |
Matrice posta guida |
MISUMI |
18 |
Fibra ottica |
Panasonic |
19 |
Interruttore magnetico |
SMC |
20 |
Componenti elettrici a bassa tensione |
Schneider |
F 、 Ambiente di utilizzo dell'attrezzatura
SN |
Articolo |
Unità |
Spec |
Nota |
|
1 |
Tutta la linea di alimentazione |
kW |
15 |
380V , trifase |
|
2 |
aria compressa |
Pressione |
MPa |
0,5 ~ 0,8MPa |
|
|
|
consumo |
L/min |
50 |
|
3 |
Vuoto |
grado di vuoto |
KPa |
/ |
|
|
|
consumo |
m3/ora |
/ |
|
|
|
consumo |
m3/ora |
/ |
|
4 |
azoto |
Pressione |
MPa |
/ |
|
|
|
consumo |
m3/ora |
/ |
|
5 |
Consumo di acqua del rubinetto |
m3/ora |
/ |
|
|
6 |
Processo di raffreddamento dell'acqua |
Temperatura |
℃ |
/ |
|
|
|
consumo |
m3/ora |
/ |
|
Nota: i parametri coinvolti nell'apparecchiatura devono essere compilati e i parametri non interessati possono essere compilati con "/" o "-" 。 |
|||||
G 、 Pezzi di ricambio
SN |
Nome |
Spec |
Qtà |
Nota |
1 |
Strumento di punzonatura |
|
|
|
2 |
Strumento di fustellatura |
|
|



 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

