 English▼
English▼




- pilota batteria / linea di produzione
- gruppo laboratorio batteria
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- Materiali per batterie agli ioni di litio
- materiali catodici attivi
- materiali anodi attivi
- Customized Battery Electrode
- Materiali della pila delle monete
- chip di litio
- parti di celle cilindriche
- collettori di corrente della batteria
- materiali conduttivi della batteria
- elettrolita e custodia
- Metal Mesh
- legante della batteria
- separatore e nastro
- film laminato di alluminio
- striscia / lamina di nichel
- Battery Tabs
- materiali di grafene
- Nickel Felt
- Titanium Fiber Felt
- Batteria
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- tutte le macchine per l'assemblaggio delle batterie
- tester e analizzatore di batterie
- Battery Safety Tester
- Material Characterization Tester
- macchina rotativa
- saldatrice a punti di metallo
- macchina del miscelatore di vuoto
- aggraffatura / smontaggio macchina
- macchina sottovuoto
- riempimento di elettroliti
- impilatore / avvolgitore
- taglierina / taglierina dell'elettrodo
- macchina formatrice di sacchetti
- NMP Solvent Treatment System
- Lithium Battery Production Plant
- Vuoto scatola per guanti
- forni
- Coaters
- PVD Coater
- pressa idraulica
- Large Press Machine
- miscelatore centrifugo planetario / mulino
- Mulino a sfere
- macchina da laboratorio
- Forni a vuoto
- camera di prova di umidità di temperatura
- Hardness Tester
- Spray Dryer
- Cutting Machine
- incubatrice
- evaporatori rotanti
- Viscometer
- Three Roller Mill
- analizzatore di superficie
- frantoio da laboratorio
- macchina di polimerizzazione UV
- congelatori ultra bassi
- Water Chiller
- Laser Cleaning Machine
- altre apparecchiature di laboratorio
- Cutting Machine
- schiuma di elettrodi metallici
- WhatsApp : +86 18659217588
- Posta elettronica : David@tmaxcn.com
- Posta elettronica : Davidtmaxcn@gmail.com
- : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)
-
 pressa del rullo di calore di 100mm per la produzione di batterie al litio
pressa del rullo di calore di 100mm per la produzione di batterie al litio
-
 Macchina di rivestimento per slot per estrusione di elettrodi a batteria
Macchina di rivestimento per slot per estrusione di elettrodi a batteria
-
 Laboratorio Desktop Precision Flat Slot Die Coater W/Riscaldamento sottovuoto Chunk
Laboratorio Desktop Precision Flat Slot Die Coater W/Riscaldamento sottovuoto Chunk
Il desktop TMAX-TMJ-180C la macchina di rivestimento continuo è una piccola macchina di rivestimento da rotolo a rullo per laboratorio ricerca, è assemblato da un dispositivo di rivestimento ad alta precisione, adatto a istituzioni, lavoro di ricerca sulle batterie su scala pilota di università e fabbrica.
-
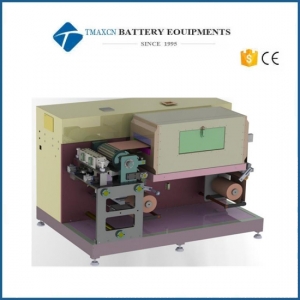
 Macchina di rivestimento automatica roll to roll per la linea di produzione di batterie
Macchina di rivestimento automatica roll to roll per la linea di produzione di batterie
Macchina di rivestimento automatica roll to roll per la linea di produzione della batteria Questo è un sistema di rivestimento roll-to-roll automatico e più veloce per l'elettrodo della batteria con una velocità di rivestimento massima di 15 m/minuto. È perfetto per prototipi di batterie ricaricabili di nuova generazione. È integrato con le funzioni/caratteristiche di svolgimento del rotolo di lamina metallica (avvolgimento), lama di rivestimento, forno di cottura e avvolgimento dell'elettrodo finale (avvolgimento) insieme al funzionamento tramite touch screen per la massima comodità del cliente. Tipo di modello Placcatrice a fessura Coater a virgola inversa Macchina di rivestimento separatore/microconcavo Adattabilità industriale Rivestimento dell'elettrodo della batteria al litio Rivestimento separatore batteria al litio Metodo di rivestimento Rivestimento continuo/gap coating Rivestimento continuo Configurazione di riavvolgimento e svolgimento Cambio bobina manuale monoasse/doppio asse, cambio bobina automatico Cambio bobina manuale a singolo asse/doppio asse, cambio bobina automatico a doppio asse Cambio manuale monoasse/doppio asse Elaborazione del substrato / Preriscaldare il forno / rullo da stiro (livellamento della superficie) Funzione di riscaldamento Riscaldamento elettrico/vapore/olio Configurazione del forno di essiccazione Rullo attivo + forno di sospensione, lunghezza opzionale 1. Arrampicata attiva + rullo passante passivo, lunghezza opzionale 2. Arrampicata attiva + rullo passante passivo + discesa attiva, lunghezza opzionale 3. Arrampicata attiva + forno galleggiante, lunghezza opzionale Rullo attivo curvo, lunghezza opzionale Velocità meccanica Velocità di spalmatura +10% Velocità di rivestimento 15-30 m/min (dipende dal tipo di modello) 1-15 m/min (dipende dal tipo di modello) 50m/min 80m/min 100m/min (dipende dal tipo di modello) Larghezza del rivestimento 500mm/650mm 500mm/600mm/650mm 700mm/900mm/1200mm Spessore del rivestimento 50-150um 60-150um 1-5um Precisione dello spessore ±0,5um (quando lo spessore del rivestimento >1um) Vantaggi 1. La stretta collaborazione tra il sistema di alimentazione e il sistema di controllo realizza un rivestimento stabile e di alta precisione con un errore di peso di più o meno 1%; struttura 2.Stable, adatta a fabbricazione in serie; 3. Facile da usare, design dell'interfaccia touch screen; 4. Sistema di rilevamento della densità dell'area online (opzionale), sistema di ispezione visiva CCD online (opzionale), sistema di identificazione delle sezioni difettose (opzionale) 1. La struttura di installazione del rullo in acciaio, del rullo in gomma e del raschietto è semplice, il che è conveniente per la manutenzione; 2. Il sistema di controllo è comodo e semplice da usare e l'interfaccia touch screen è semplice e facile da capire; 3. Con funzione di regolazione dello spessore della testa e della coda, regolazione automatica a circuito chiuso della fessura della lama, funzione di misurazione della lunghezza del rivestimento del sistema di controllo della tensione a circuito chiuso (opzionale), sistema di allineamento anteriore e posteriore, sistema di protezione da sovratemperatura del forno, ispezione online dei difetti sistema (facoltativo) 1.Il sistema di controllo è comodo e semplice da usare e l'interfaccia touch screen è semplice e di facile comprensione; 2. Struttura del rullo oscillante + sistema di controllo della tensione a circuito chiuso per ottenere un funzionamento a bassa tensione; 3. Trattare l'irregolarità del substrato attraverso il forno di preriscaldamento per migliorare l'ambito di utilizzo dell'attrezzatura; 4. La cavità di alimentazione chiusa sviluppata e prodotta dalla nostra azienda ha una raschiatura uniforme e una facile pulizia e r ricollocazione.
-
 Spalmatrice intermittente per matrici a fessura con forno di asciugatura e sistema di avvolgimento e svolgimento
Spalmatrice intermittente per matrici a fessura con forno di asciugatura e sistema di avvolgimento e svolgimento
Spalmatrice intermittente per matrici a fessura con forno di asciugatura e sistema di avvolgimento e svolgimento Specifiche dell'attrezzatura 1. Spessore del substrato: foglio di alluminio: 0,010--0,030 mm foglio di rame: 0,006-0,030 mm 2. Larghezza del substrato: foglio di alluminio: 100-320 mm foglio di rame: 100-320 mm 3. Rivestimento massimo bagnato film spessore: 80--400µm (nelle condizioni di viscosità della pasta) 4. La larghezza massima del rivestimento: 3 6 0 mm, 5. Larghezza massima della superficie del rullo di rivestimento (rullo d'acciaio): 45 0mm 6. Velocità di trasporto meccanico: 0,5—7M/min (velocità massima) 7. Velocità di rivestimento: 0,1-1,0 M/min è la migliore (a seconda delle condizioni di essiccazione, la velocità è diversa a seconda del liquame) (il rivestimento del supercondensatore è più veloce, di solito può essere impostato a circa 1 M/min). 8. Lunghezza del forno: 1 sezione del forno × 1. 5 m/sezione = 1. 5 m Prestazioni dell'attrezzatura 1. Metodo di rivestimento: rivestimento per estrusione Distanza di rivestimento intermittente: 5-8000 mm ± 1 mm (regolabile in base alle specifiche della batteria). 2. Precisione del rivestimento: 2.1. Errore di precisione dello spessore secco: elettrodo positivo unilaterale: ±2,5 µm elettrodo negativo ±2,5 µm (4-5 punti per la misurazione della sezione trasversale e 100 mm per la distanza di misurazione della sezione verticale). 2.2. Errore di allineamento del rivestimento anteriore e posteriore: ≤±1,0 mm 2.3. Errore di lunghezza media: ≤ ± 1,0 mm 2.4. Errore di larghezza media: ≤ ± 1,0 mm Nota: gli indici 1 e 2 di cui sopra dovrebbero funzionare al meglio quando le condizioni della sospensione (viscosità, dimensione delle particelle, uniformità, ecc.) corrispondono alle impostazioni dei vari parametri dell'apparecchiatura. 3. Diametro interno del nucleo: 3 pollici con albero dell'aria 4. Controllo della tensione: controllo PID della tensione del braccio oscillante 5. Precisione del controller di correzione: ± 0,01 mm; Precisione di correzione: ±1 mm 6. L'operatore aziona il meccanismo di rivestimento dalla parte anteriore 7. Forma di essiccazione: (1) Asciugatura ad aria calda: circolazione di aria calda (alimentazione di aria verso l'alto); o fornitura d'aria superiore e inferiore; (2) Metodo di riscaldamento: riscaldamento elettrico 5.0KW×1 sezione=5.0KW; (3) riscaldatore; 8. Lunghezza del forno: 1 sezione del forno × 1,0 m/sezione = 1,0 m 9. Materiale del forno: sia l'interno che l'esterno sono realizzati in acciaio inossidabile 10. Temperatura del forno: temperatura ambiente--150℃ regolabile, precisione del controllo della temperatura <±5℃; Flusso di processo Il materiale di base del foglio dell'elettrodo posizionato sul dispositivo di svolgimento entra nel sistema di tensione del braccio oscillante dopo la correzione automatica della deviazione. Dopo aver regolato la tensione di svolgimento, entra nella testa di rivestimento e la sospensione dell'elettrodo viene rivestita secondo la procedura di impostazione del sistema di rivestimento. Il foglio di elettrodo umido rivestito entra nel forno per l'asciugatura mediante aria calda. La tensione del foglio di elettrodo essiccato è regolata dal sistema di tensione e la velocità di avvolgimento è controllata allo stesso tempo, in modo che sia sincronizzata con la velocità di rivestimento. Il foglio dell'elettrodo viene corretto automaticamente dal sistema di correzione per mantenerlo nella posizione centrale e viene avvolto dal dispositivo di avvolgimento. Dispositivo 1. Meccanismo di svolgimento (con dispositivo di correzione automatica della deviazione) Il dispositivo è composto da servo svolgimento, albero di svolgimento con controllo della tensione, sistema di correzione automatica della deviazione, ecc. La bobina viene estratta ed entra nel dispositivo di tensione del braccio oscillante dopo la correzione automatica della deviazione. Il dispositivo trasmette la variazione di tensione durante il funzionamento al regolatore di tensione attraverso il sensore, in modo da ottenere una tensione costante. 2. Meccanismo di tensione del braccio oscillante Il meccanismo è costituito da rulli, sensori di posizione, ecc. Il sistema di tensione del braccio oscillante assorbe i cambiamenti temporanei nello spazio di stoccaggio dovuti all'accelerazione, alla decelerazione, allo svolgimento e all'avvio della bobina e alle fluttuazioni dello spazio durante l'intervallo di rivestimento, in modo che l'impatto sul il rivestimento è ridotto al minimo. La tensione del substrato è regolata dalla posizione del braccio oscillante, in modo che il substrato mantenga una tensione costante durante il processo di rivestimento, e la velocità di svolgimento e la velocità di rivestimento sono controllate per mantenere la sincronizzazione. 3. Meccanismo di rivestimento Questa macchina è controllata da PLC ed è dotata di apparecchiature di automazione ad alta tecnologia di macchinari di precisione e integrazione opto-meccanica. È costituito da matrice di estrusione, rullo di rivestimento, motore di azionamento, sensore a fibra ottica, cuscinetti di precisione e componenti pneumatici ad alte prestazioni. Tra questi, il motore di azionamento, il riduttore, il controllo pneumatico e il cuscinetto del rullo di rivestimento sono cuscinetti di precisione. L'interfaccia uomo-macchina, il PLC, ecc. costituiscono un sistema di rivestimento intermittente e il programma di rivestimento è progettato in base alle dimensioni del processo dell'utente. Il metodo di rivestimento ha due modalità di lavoro: rivestimento continuo e rivestimento intermittente. Per il rivestimento intermittente, è possibile impostare rispettivamente la lunghezza del rivestimento e la spaziatura intermittente del primo lato e del lato posteriore e due lunghezze del rivestimento possono essere impostate separatamente per ciascun lato. e distanza intermittente per soddisfare le particolari esigenze degli utenti. I parametri impostati possono essere regolati continuamente in base alle specifiche della batteria (impulso singolo) con una precisione di risoluzione di 0,01 mm. Dopo che il rivestimento posteriore è stato posizionato automaticamente dal sensore a fibra ottica che traccia la prima superficie, il rivestimento viene eseguito secondo i parametri impostati sul retro. Gli indicatori di velocità del rullo applicatore e del rullo posteriore sono impostati e visualizzati sullo schermo sensibile. 4. Sistema di asciugatura Il sistema di asciugatura è costituito da riscaldatore, ventilatore, condotto di scarico e foro per l'aria, scatola isolante, porta di ispezione, ecc. La scatola isolante ha una sezione di 1,0 metri, per un totale di una sezione. Le parti interne ed esterne della scatola sono realizzate con pali in acciaio inossidabile. Il corpo della scatola è una struttura di isolamento termico per prevenire la perdita di calore e un funzionamento sicuro. Dopo che i poli bagnati rivestiti entrano nella scatola di asciugatura, la scatola adotta il metodo di asciugatura dell'aria superiore per un'asciugatura efficiente Per l'asciugatura, l'aria secca viene inviata dalla ventola per essere riscaldata dal riscaldatore ad aria calda e quindi inviata all'interno del forno, e viene uniformemente soffiato sul rivestimento umido dal foro dell'aria, e l'aria essiccata viene scaricata all'esterno dall'aspiratore. 5. Meccanismo di raccolta Questo dispositivo è composto da uscita forno, meccanismo di tensione del braccio oscillante, dispositivo di trasmissione a cinghia e sistema di sensori di tensione dell'avvolgimento. Il tempo rimane sincronizzato. 6. Meccanismo di riavvolgimento Il dispositivo è costituito da un servomotore, un albero di avvolgimento e un sistema di correzione automatica della deviazione. Durante il processo di avvolgimento, il dispositivo può fare in modo che l'albero di avvolgimento segua la posizione dell'espansione polare, in modo che il bordo dell'espansione polare di avvolgimento possa essere mantenuto pulito. 7. Sistema di controllo automatico del rivestimento e dell'asciugatura (1) Sistema di controllo del rivestimento: questo sistema è costituito da PLC, servomotore, touch screen e sensore a fibra ottica. Come interfaccia uomo-macchina, il touch screen ha un'immagine amichevole, un display intuitivo e un funzionamento conveniente. Durante il processo di rivestimento di questa macchina, la velocità della linea del rullo di rivestimento, la velocità di rivestimento e il numero di fogli rivestiti vengono visualizzati automaticamente sul touch screen e i parametri impostati possono essere rivisti con precisione in qualsiasi momento in base alle esigenze del processo produttivo. (2) Temperatura e controllo: questo sistema è composto da regolatore di temperatura, termocoppia, riscaldatore, relè, ecc. Misura e controlla automaticamente la temperatura interna di ciascuna sezione del forno di essiccazione Configurazione principale Il sistema di controllo della macchina e il sistema della struttura è un sistema di controllo a circuito chiuso altamente integrato, la configurazione principale è la seguente: No. Nome Particolari Contenuto 1 Struttura a cremagliera Struttura della piastra verticale integrata, elaborazione avvolgente e perni di posizionamento precisi per garantire precisione e stabilità della posizione 2 Parte di svolgimento Modulo di correzione Pattuglia fotoelettrica del bordo, azionamento a motore, correzione del movimento generale Colpo di correzione ±50 mm Forma di svolgimento Svolgimento automatico del riduttore di velocità del motore Metodo di arrotolamento Albero dell'aria da 3". Diametro massimo del rotolo φ300 3 Rullo di rivestimento Taglia φ210*360 Materiale acciaio al carbonio, cromato Modalità di guida Servomotore + riduttore 4 Modalità rivestimento Testa di estrusione Larghezza effettiva 300 mm, materiale: carburo placcato in acciaio inossidabile Sistema di controllo della posizione della testa di estrusione Spinta del cilindro, regolazione meccanica, regolazione precisa del meccanismo Testa di estrusione pressione tibiale della membrana Manometro ad alta precisione 0-1MPa 5 Sistema di alimentazione Vite pompa Bingshen pump HEISHIN servo control feeding Serbatoio di trasferimento 5L, controllo costante della temperatura, controllo del livello del liquido, agitazione pneumatica, filtro Valvola di rivestimento Monovalvola pneumatica Sistema di condutture Sistema di tubazioni sanitarie, senza vicoli ciechi 6 Sistema di controllo della tensione Tipo di struttura Tensione del forcellone, cilindro a basso attrito 7 Rullo guida (sul rullo) Modalità di controllo Controllo PID velocità Tensione (N) 30-80 N Rullo in lega di alluminio, larghezza 340mm, anodizzato duro 8 Pannello operativo Touch screen Operare in base all'interfaccia della funzione 9 Piattaforma operativa Pulsante Alcune funzioni sono le stesse del funzionamento dei pulsanti 1. Controllo automatico della tensione anteriore e posteriore: 1.1 Completamente integrato Panasonic sistema; 1.2 Meccanismo di svolgimento; 1.3 Dispositivo di riavvolgimento; 1.4 Svolgimento motore. 2. Sistema di correzione automatica anteriore e posteriore: 2.1 Controller di correzione: sistema di correzione Aibo; 2.2 Testa di rilevamento: rilevamento fotoelettrico 3. Sistema di controllo principale: 3.1 Interfaccia operativa: touch screen; 3.2 Albero di rivestimento e rullo in acciaio: servomotore Yaskawa; 3.3 Stampo di estrusione: guidato dal cilindro; 3.4 Controller del programma: PLC Panasonic e modulo di controllo; 3.5 Tubo di riscaldamento: domestico; 3.6 Sonda di termoregolazione: termocoppia. 4. Forno: 4.1 Materiale all'interno e all'esterno della scatola: acciaio inossidabile: ( Acciaio inossidabile SS304 ) 4.2 Isolamento della scatola: lo spessore dello strato isolante è di 50 mm; 4.3 Ventilatore: domestico; 4.4 Condotto dell'aria: acciaio inossidabile; 4.5 Cremagliera: parti in acciaio al carbonio + vernice 5. Testa della macchina e parti integrate di svolgimento Coda della macchina e parti riceventi 5.1 Piano di lavoro: superficie nichelata; 5.2 Grande sede del cuscinetto: superficie nichelata; 5.3 Rullo spalmatore: acciaio al carbonio con cromatura superficiale; 5.4 Rullo in gomma: gomma resistente alla corrosione; 5.5 Rullo in alluminio: lega di alluminio (superficie anodizzata anodizzata dura) 5.6 Albero gonfiabile: cromatura in superficie
-
 La scanalatura dell'estrusione dei doppi lati di alta precisione muore macchina di rivestimento
La scanalatura dell'estrusione dei doppi lati di alta precisione muore macchina di rivestimento
-
 La singola scanalatura laterale dell'estrusione di precisione muore macchina di rivestimento per la linea di produzione della batteria
La singola scanalatura laterale dell'estrusione di precisione muore macchina di rivestimento per la linea di produzione della batteria
 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

